
اکسترودر چیست؟
اکسترودر تک ماردون شامل یک دینام اصلی، گیربکس و مارپیچ و سیستم گرمایشی است که بر یک شاستی سوار می شوند که این اجزاء به صورت یک مجموعه در کنار یکدیگر قرار می گیرند که به آن اکسترودر می گویند.
اکسترودر ماشینی است که مخلوطی از لاستیک و پلاستیک را بر اثر گرما ذوب و پس از نیرو وارد کردن به آن با فشار بالا در انتهای دستگاه از یک قالب عبور داده و محصول مورد نظر ما را تولید می کند. اکسترودر ها کاربرد های زیادی دارند اما اصلی ترین نوع کارکرد آن ها در صنعت بازیافت به خصوص بازیافت لاستیک و پلاستیک است. در ضمن برای انتخاب نوع اکسترودر ها نوع کاربرد و کارکرد مورد استفاده باید مد نظر قرار بگیرد تا بنا بر نیاز و نوع کارکرد در طراحی اکسترودر مورد تجدید نظر قرار بگیرد.
بنابراین در عملیات طراحی، آگاهی طراح از روش های متنوع شکل دهی، دارای اهمیت بسیاری است به طوری که اشکال ناجور و نامناسب قطعه و یا مسائل جزئی کار طراحی، ممکن است محدودیت هایی در انتخاب روش قالب گیری برای طراح ایجاد کند و بعد ها تولید کننده نیز برای استفاده از دستگاه اکسترودر دچار مشکل شود.
بخش اصلی تعیین کننده نوع اکسترودر، مارپیچ اکسترودر است که این مارپیچ می تواند به صورت یک پیچ کاملاً ساده باشد که در تعیین نوع اکسترودر تاثیر گذار است. اکسترودر ها طیف وسیعی از روش های شکل دهی برای پلاستیک ها و پلیمر ها را در بر می گیرند. به طوری که در بسیاری از حالت ها انتخاب روش به چگونگی شکل نهایی قطعه و گرما نرم یا گرما سخت بودن آن نیز به ماردون اکسترودر بستگی دارد.
در نتیجه اکسترودر شامل یک مارپیچ یک سره هست بدون شکل خواست و فقط تغییرعمق گام ماردون شکل ماردون را تشکیل می دهد.
مارپیچ اکسترودر
در یک اکسترودری که با تغذیه سرد کار می کند یعنی مواد لاستیکی اولیه اکسترودر درجه حرارت محیط تغذیه میشود. خوراک اکسترودر ممکن است به صورت نوار یا دانه باشد که مارپیچ باید به مقدار لازم انرژی مکانیکی را انتقال دهد تا مواد نرم شده با فشارعقب برنده دای به عقب باز نگردند.
در طراحی به کار رفته مارپیچ های اکسترودر با تغذیه سرد، بررسی های خاصی نیاز است. برای آنکه عمل خرد شدن به مقدار صورت کامل انجام پذیرد باید ارتفاع پره مارپیچ کم و طول مارپیچ زیاد باشد.
سرعت ایده آل در اکسترودرهای مارپیچی:
حد سرعت به این معنا است که اکسترودر بتواند لاستیک را از تغذیه دریافت و از جمع شدن آن در قیف تغذیه جلوگیری کند به طوری که از تمام مواد موجود برای تغذیه استفاده شود.

هد اکسترودر
هدف از بکار گیری هد در اکسترودر ها متعادل سازی و یکنواخت کردن فشار وهدایت آمیزه لاستیکی به سمت قالب است.
شکل هد باید به طور خاصی طراحی شود تا بتواند نیازهای دستگاه اکسترودر را تأمین کند:
تأمین حداکثری محصول خروجی بدون هیچ مشکل وبی نظمی در روند ساخت.
جبران تغییر شکل یا جلوگیری از آن که ناشی از خواص بازگشت پلاستیک آمیزه است.
حذف برخی از نواحی ساکن و ایستا که احتمالا در مسیر آمیزه ایجاد شده است.
قالب اکسترودر
قالب جسمی است که بر روی هد سوار می شود می شود و یکی از عوامل اصلی شکل گیری آمیزه لاستیکی مد نظر ما هنگام خروج از دستگاه است. به طور کلی طراحی قالب نیاز به تجربه فراوانی دارد. زیرا در صورت بروز مشکل در این قسمت محصول نهایی شکل خود را از دست داده و یا از کیفیت بالایی بر خوردار نمی باشد. پس می توان گفت اگر در طراحی این مرحله دچار لغزش شویم محصول نهایی محصولی با کیفیت نخواهد بود.
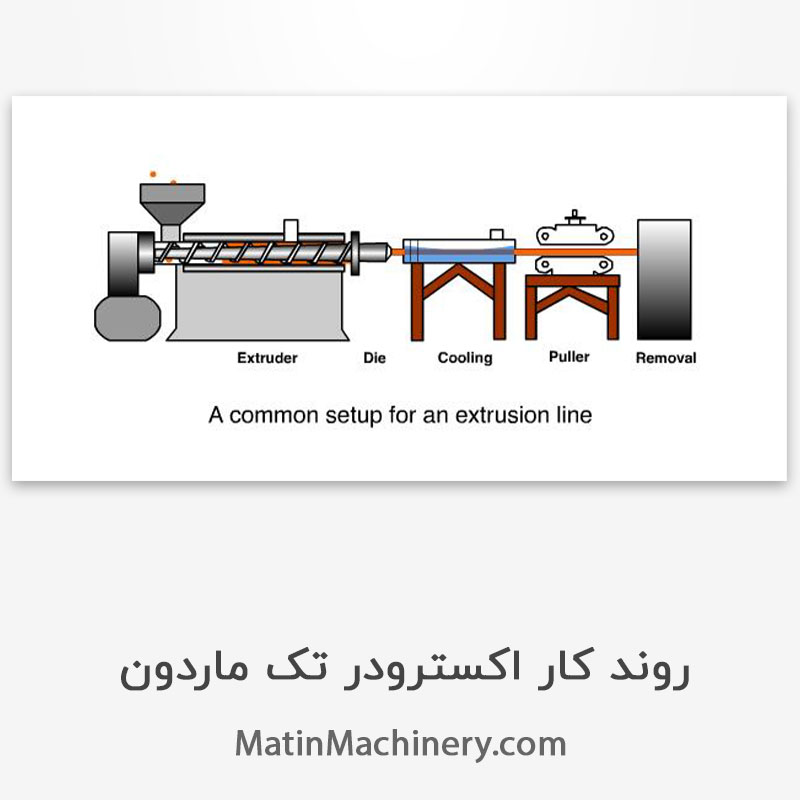
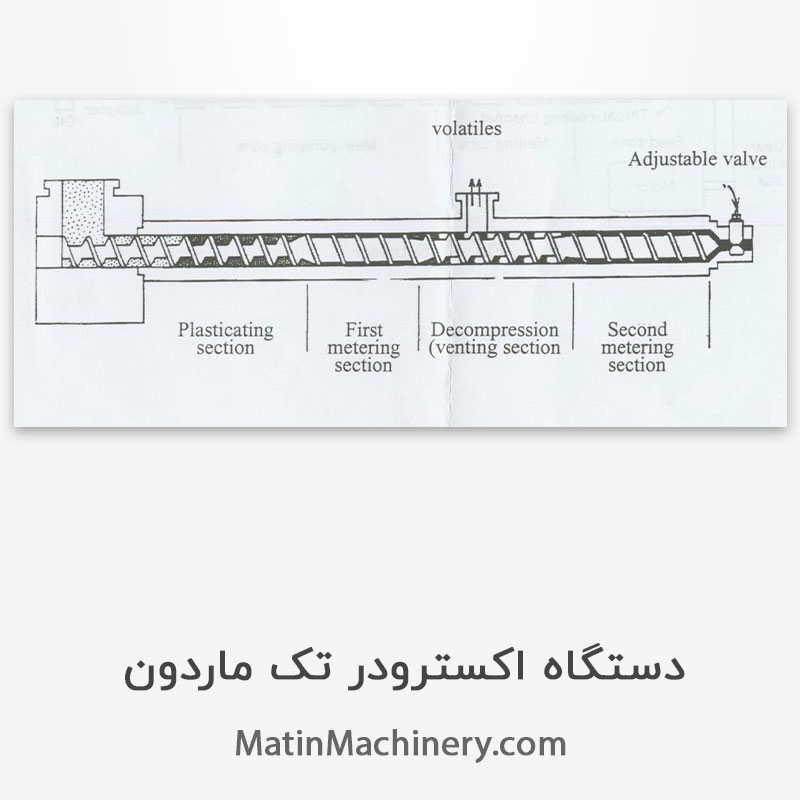
روند کار اکسترودر تک مارپیچ
طول نواحی سه گانه ماردون بستگی به ماده ای دارد که تحت اکستروژن ها قرار می گیرد. برای مثال نایلون خیلی سریع و راحت ذوب می شود و هیچ مقاومتی در برابر حرارت از خود نشان نمی دهد، به طوری که تراکم و فشردگی مذاب برای ذوب کردن نایلون در طول یک گام از ماردون نیز قابل تامین است.
اما موادی مانند PVC به حرارت بسیار حساس است و لذا طول ناحیه فشردگی برای آن برابر با طول ماردون است. از آنجا که پلاستیک ها دارای گرانروی های متفاوت هستند، رفتار آنها در خلال اکستروژن نیز متفاوت می باشد.
در یک اکسترودر میزان آهنگ وزنی خروجی واقعی دارای اختلاف ۲۵ % است که بستگی به عوامل محیطس مثل دما و سرعت ماردون و غیره دارد. در اکسترودرهای تجاری، نواحی اضافی برای بهبود کیفیت محصول به ماردون افزوده می شود. که باعث می شود تولید کننده از یکنواختی مواد مذاب یا سرعت ذوب و کافی بودن مواد مذاب در منطقه اندازه گیری و غیره اطمینان حاصل کند و باعث تولید محصولی با کیفیت تر و مد نظر تولید کننده شود.
در برخی از اکسترودرها ناحیه هواگیری(منفذ خروج هوا) وجود دارد. وجود این ناحیه برای اکسترودر ها ضروری است به این دلیل که برخی پلاستیک ها به خاطر مواد اولیه ای که دارند جاذب رطوبت هستند. یعنی از محیط اطراف و از طریق هوا رطوبت موجود در محیط را جذب می کنند اگر به این صورت در اکسترودری که فاقد ناحیه هواگیری قرار بگیرند، محصول نهایی کیفیت خود را از دست داده و محصولی بی کیفیت تولید می شود زیرا به خاطر خاصیتی که مواد مذاب دارند بخار آب را در خود محبوس می کنند.
برای رفع این مشکل راه حل اصلی این است که مواد تغذیه شونده اکسترودر را قبل از ورود به دستگاه خشک کرده و سپس والرد دستگاه کنیم. اما این روش گران قیمت است و امکان آلودگی مواد شسته شده را نیز به وجود می آورد. روش دوم برای استفاده در اکسترودر ها استفاده از محفظه های منفذ دار است.

محصولات دستگاه های اکسترودر عبارتند از:
انواع شلنگ های صنعتی و خانگی
آج تایر
سایدوال تایر(به قسمت کناری تایر گفته می شود.)
درزگیرها
انواع پروفیل و نوار
انواع سیم و کابل
و اگر به طور کلی بیان کنیم هر محصولی که از مواد بازیافتی قابل تولید باشند از محصولات تولیدی دستگاه های اکسترودر است.
اجزای اکسترودر چیست؟
در اکسترودر، به طور کلی، ساده ترین و همه کاره ترین اکسترودر تک پیچ است. این عمدتا شامل شش بخش است: انتقال، دستگاه تغذیه، بشکه، پیچ، سر ماشین و مرگ.

دینام دستگاه اکسترودر
بخش انتقال اکسترودر از یک موتور الکتریکی، یک گیربکس و یاطاقان ساخته می شود. در طول فرآیند اکستروژن، سرعت پیچ در طول اکسترودر ها حتما باید به صورت ثابت باشد تا با تغییر میزان بار پیچ تغییر پیدا نکند. این عمل باعث تولید محصولی با کیفیت می شود. در نتیجه، این قسمت از موتور سوئیچ AC، موتور DC و دیگر دستگاه ها بدون این که سرعت تغییر کند سرعت کند است که می توان سرعت را در دستگاه به این صورت بیان کرد: ۱۰ ~ ۱۰۰ رمپ / دقیقه است.
عملکرد سیستم درایو به این صورت است که گشتاور و سرعت مورد نیاز پیچ در اکسترودر در طی فرایند اکستروژن فراهم می شود، بر این اساس که ساختار درایو یکسان باشد، هزینه تولید این گیرنده ها نیز تقریبا با ابعاد و وزن خارجی آن یکسان است. و از آنجا که شکل و وزن گیرنده بزرگ است، مواد بیشتری در طول این عملیات تولید می شوند و یاطاقان مورد استفاده در دستگاه نیز نسبتا بزرگ است و این مسئله باعث می شود که هزینه تولید افزایش پیدا کند. در این اکسترودر قطر پیچ، اکسترودر با سرعت بالا تر و با کارایی بالا مصرف انرژی را نسبت به اکسترودر معمولی بالا می برد و قدرت موتور را در طی فرایند تولید دو برابر می کند.
قسمت تغذیه اکسترودر ها
اکثر مواد اولیه از گلوله یا همان گرانول ساخته می شوند، اما می توان از نوارها و یا پودر نیز برای تغذیه اکسترودر ها نیز استفاده کرد.برای این کار معمولا از یک قیف مخروطی استفاده می کنند. یک دستگاه برش در قسمت پاینی قیف قرار دارد که موجب تنظیم و برش جریان مواد می شود و در ضمن یک سوراخ و یک دستگاه اندازه گیری در کنار قیف های دستگاه نصب می شود.
برخی از حوض های مواد ممکن است از یک دستگاه کاهش دهنده فشار یا دستگاه گرمایشی برای اینکه مانع از جذب رطوبت هوا توسط مواد اولیه شوند را دارا باشند و البته برخی از کارتریج ها دارای مخلوط کننده ای مختص به خود هستند که می توانند تغذیه خود را به صورت خودکار بارگیری کنند که این عمل باعث کاهش زمان بارگیری مواد می شود.
قیف

قیف ها عموما در شکل متقارن ساخته می شوند به این صورت که پنجره ای در یک طرف قیف باز وجود دارد که از قبل طراحی شده تا سطح مواد و نوع شرایط تغذیه اکسترودرقابل مشاهده باشد و در انتهای قیف دربی وجود دارد که برای متوقف کردن و تنظیم مقدار تغذیه باز و بسته می شود این عمل می تواند به صورت دستی یا اتوماتیک صورت پذیرد. برای جلوگیری از ورود گرد و غبار، رطوبت و ناخالصی ها از قسمت بالای قیف که موجب پایین آمدن کیفیت محصول شده، می توانیم آن را ببندیم و از مشکلات ناخواسته جلوگیری کنیم.
برای انتخاب موادی که برای ساخت قیف استفاده می شود بهتر است که از موادی با وزن سبک و مقاوم در برابر خوردگی و ساییدگی آسان استفاده شود، به طور کلی استفاده از آلومینیوم و فولاد مخصوصا استفاده از فولاد ضد زنگ که در برابر رطوبت محیط مقاوم تر است توصیه می شود. حجم قیف بستگی به اندازه اکسترودر و روش بارگیری دستگاه دارد.
بارگیری
دو نوع روش تغذیه یا بارگیری در دستگاه های اکسترودر وجود دارد: تغذیه دستی و تغذیه اتوماتیک.
تغذیه اتوماتیک عمدتا شامل انفجار تغذیه، تغذیه خلاء، انتقال کمربند حمل و نقل و غیره است. به طور کلی، اکسترودرهای کوچک دستی بارگذاری می شوند و اکسترودرهای بزرگ به طور خودکار بارگیری می شوند.این تفاوت به خاطر زمان بارگیری و مدت فرایند بارگیری در انواع اکسترودر ها است.
طبقه بندی روش های تغذیه:
تغذیه گرانشی:
تغذیه گرانشی به این صورت است که ماده با وزن خود، در هر نوع از انواع تغذیه وارد دستگاه می شود.
از مزایای آن می توان به امکانات و ساختار ساده و کم هزینه. اما می توان به این نکته نیز اشاره کرد که در صورت تغذیه ناهموار، بر کیفیت قطعات تولیدی تاثیر گذار خواهد بود. نکته ای که وجود دارد این است که اینت روش برای اکسترودرهای کوچک مناسب است.
تغذیه مجبور:
در تغذیه مجبور یک دستگاه در قیف نصب می شود که فشار خارجی را به ماده موجود اعمال می کند و مواد را به بشکه اکسترودر می رساند.
از ویژگی های این روش می توان به غلبه بر پدیده پل اشاره کرد. به طوری که مورد تغذیه نیز قرار بگیرد. در این روش پیچ اکسترودر از طریق زنجیره درایو هدایت می شود تا سرعت آن را با سرعت پیچ تنظیم کند.لازم به ذکر است که دستگاه حفاظت اضافه بار در مواقع حساس مانند هنگامی که پورت تغذیه مسدود می شود فعال می گردد، و این عمل در نتیجه باعث می شود که از آسیب دستگاه تغذیه اکسترودر جلوگیری به عمل بیاید.
اکسترودر ها از نظر تغذیه به دو دسته تقسیم می شوند:
اکسترودر تغذیه گرم
اکسترودر تغذیه سرد
اکسترودر تغذیه گرم:
مواد مورد نیاز از قبل باید طی یک عملیات داگانه گرم شده و سپس وارد دستگاه اکسترودر شود.
اکسترودر تغذیه سرد:
در اکسترودر سرد با استفاده از یک نوار لاستیکی در دمای محیط کار می کنند و نیازی به عملیات گرم سازی ندارند در نتیجه سرعت عمل و روند کار بالاتر می رود در اکسترودر های سرد از یک قیف برای وارد شدن مواد به دستگاه اکسترودر استفاده می شود اما باید دو چیز مورد توجه قرار بگیرد اندازه قیف یکنواختی تغذیه هرچه این دو فاکتور بیشتر و دقیق تر مورد استفاده قرار بگیرد محصولی یکنواخت تر تولید می شود.
حال برای ساخت گرانول سازی و مواد سازی شکل ماردون اکسترودر شکل های مختلفی است که میتوانند تک نخ، دو نخ، تک گازگیر، دو گازگیر و یا حتی ساده باشند.
قسمت بشکه اکسترودر ها
به طور کلی، این بشکه از جنس فلزی از فولاد آلیاژی و دیگر مواد آلیاژی ساخته می شوند. ویژگی های اصلی بشکه ها به طور کلی به صورت های زیراست:
از درجه حرارت بالا و برای مقاومت در برابر فشارهای قوی ساخته می شوند، در برابر خوردگی و سایش از خود مقاومت نشان می دهد. طول بشکه ها ۱۵ تا ۳۰ برابر قطر آن است و طول بشکه به صورتی است که ماده به اندازه کافی گرم شده و به صورت یک نواخت در آن قرار بگیرد.
در طراحی بشکه ها باید به این نکته دقت داشت که باید دارای ضخامت و سفتی کافی باشد. البته برخی از بشکه ها با شیار های مختلف به منظور افزایش اصطکاک با موادی مانند پلاستک حکاکی می شوند.
سه نوع روش پردازش مواد درباره بشکه ها وجود دارد:
بشکه یکپارچه
در این روش مواد به صورت کلی پردازش می شوند.
مزایا: اطمینان از دقت تولید بالا است و مونتاژ به آسانی صورت می گیرد کار، سیلندر به طور یکنواخت گرم بوده و کاربد بیشتری نسبت به روش های دیگر دارد.
معایب: از معایب این روش با توجه به اینکه طول بشکه بزرگ است نیاز به عملیات پردازش بالایی نیاز است، برای انجام این روش به تجهیزات نیاز است که از هزینه بالایی را دربرمی گیرد.
مواد ترکیبی
در این روش بشکه در چندین مرحله مورد پردازش قرار می گیرد و سپس بخش ها توسط سایر اشکال به یکدیگر متصل می شوند.
مزایا: پردازش ساده، نسبت ابعاد بشکه اکسترودر به راحتی قابل تغییر است، و از این روش عمدتا برای تغییر نسبت ابعاد پیچ ها استفاده می شود.
معایب: نیاز به دقت پردازش بالا با توجه به اینکه تعداد بخش های بسیاری هنگام پردازش وجود دارد،اطمینان هماهنگی در هر بخش کار سختی است، اتصال فلنج برای قطع سیستم گرمایش بشکه باعث از دست دادن بیشتر حرارت بشکه می شود، در این روش نگهداری و تعمیر یسیتم گرمایش و سیستم های خنک کننده دشوار است و باید تحت مراقبت قرار بگیرند تا مورد خرابی واقعه نشوند.
بشکه دو فلزی
در این روش یک لایه از مواد فولادی آلیاژی را درون پایه فولاد کربن معمولی یا فولاد ریخته گری می کنند . که این نه تنها مطابق با نیازهای مواد بشکه است، بلکه همچنین باعث صرفه جویی در مواد فلزی گرانبها نیز می شود.
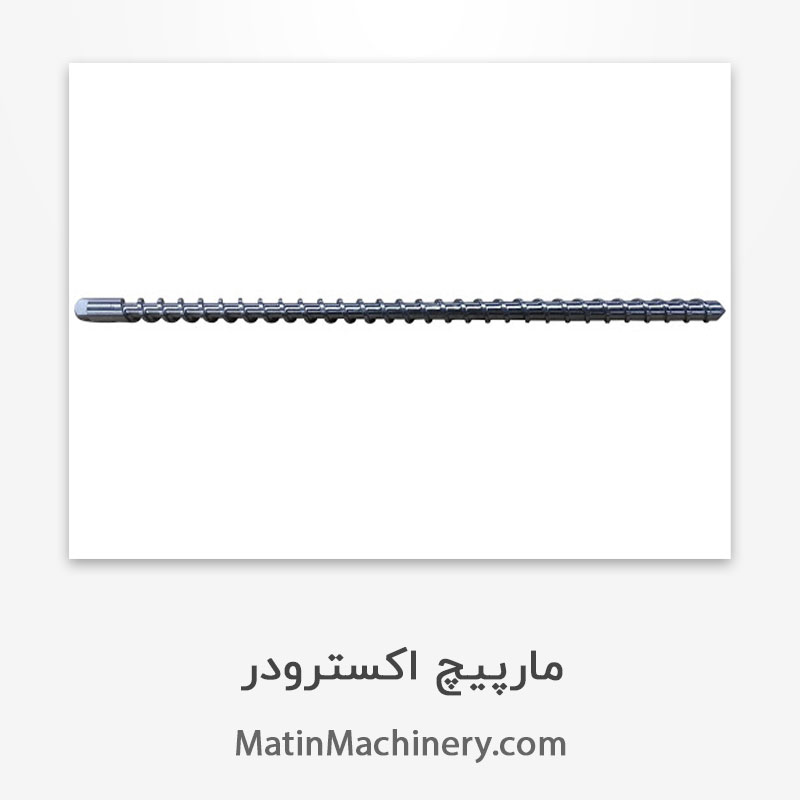
پیچ های اکسترودر

پیچ را می توان به عنوان قلب یک اکسترودر به حساب آورد زیرا یک جزء کلیدی در راه اندازی، ساخت و طراحی اکسترودر است. عملکرد یک پیچ در یک اکسترودر است که مشخص می کند بهره وری دستگاه، کیفیت، پراکندگی پرکننده، دمای ذوب مواد، مصرف انرژی و غیره در یک اکسترودر به چه صورتی باشد . پیچ را به این علت یک قسمت اصلی در اکسترودر به حساب می آورند که می تواند به طور مستقیم بر محدوده کاربرد وکارکرد و بازده تولید اکسترودر تاثیر بگذارد.
از طریق چرخش یک پیچ است که فشار شدید روی پلاستیک ایجاد می شود. به صورتی که می تواند پلاستیک با به حرکت در بیاورد، به این صورت که پلاستیک را تحت فشارخود قرار می دهد و بخشی از گرمای مورد نیاز خود را از اصطکاک موجود در سیلندر به دست می آورد. پلاستیک در طول حرکت سیلندر ها مخلوط شده و وضعیت جریان چسبناک می شود. و مواد دراکسترودر ها به دلیل وجود جریان می توانند از طریق میله موجود شکل مورد نظر را به خود بگیرند. مانند بشکه، پیچ ها نیز از آلیاژ مقاوم در برابر حرارت، و مقاوم در برابر خوردگی و ساییدگی ساخته می شوند.
با توجه به انواع پلاستیک های ساخته شده به خاطر مواد اولیه موجود در آن ها با عث می شود که خواص آنها نیز متفاوت باشند. بنابراین در عملیات اصلی دستگاه به منظور انطباق و یک نواختی با نیازهای مختلف هنگام پردازش پلاستیک، نوع پیچ مورد نیاز ما و ساختار موجود در آن نیز متفاوت است. برای به حداکثر رساندن کارایی و بالا بردن کیفیت پلاستیک یا مواد بازیافتی باید چند نکته مد نظر ما باشد. که پارامترهای اساسی نشان دهنده ویژگی های پیچ عبارتند از: قطر، نسبت ابعاد، نسبت فشرده سازی، زمین، عمق شیار، زاویه مارپیچ، پیچ و مهره، و غیره.
اکسترودر تک مارپیچ
اکسترودر های تک ماردون به صورت اکسترودرهای گازگیر دار، اکسترودرهای سنتی، اکسترودرهای دو گازگیر دار شناخته می شوند.
در آغاز باید توضیح داد که قدرت همزنی مواد، طول مواد، l/d مواد تعیین کننده نوع اکسترودر خواهد بود ما تا آن جایی که بتوانیم در این باره توضیح خواهیم.
اکسترودر تک مارپیچ از پنج قسمت اصلی تشکیل می شود. که در کنار یکدیگر و با هماهنگی یک اکسترودر را تشکیل می دهند و در صورت نبود یا خرابی یکی از قطعات زیر کل دستگاه دچار مشکل شده و کارایی خود را از دست خواهد داد، که عبارت اند از: سیستم محرکه، سیستم خوراک، سیلندر، هد و سیستم کنترل.
l/d مواد:
یکی از ویژگیهای مهم اکسترودرها نسبت L/D مواد در آنها است که می توان گفت خروجی اکسترودر با l/d مواد رابطه مستقیم دارد. برای بیان بهتر این مسئله توجه شما را به مثال زیر جلب می کنم:
دو اکسترودر مشابه و ساخته شده در یک شرکت ماشین سازی با یک قطر یکسان اما داری L/D متفاوت یک خروجی متفاوت نیزخواهند داشت به این صورت که هر چه اکسترودر ها بلند تر یعنی داری l/d بزرگتر باشند. دارای ظرفیت ذوب و قدرت مخلوط کردن بیشتری هستند در نتیجه باعث می شوند که اکسترودر ها با سرعت بیشتری کار و حرکت کنند. در نتیجه ظرفیت تولید دستگاه نیز بالا تر می رود.
اکسترودر با L/D کوچکتر دارای مزایای زیر است:
فضای کمتری نیاز دارتد.
به خاطر قیمت پایین تر به سرمایه اولیه کمتری برای تولید محصول نیاز دارند.
هزینه کمتری برای جایگزینی و یا تعویض بارل و اسکرو دارند.
در موادی که حساس به دما و حرارت هستند، مواد زمان کمتری را در بارل متوقف می شوند.
گشتاور و یا نیروی کمتری نیاز دارند.
برق کمتری را مصرف کرده و به موتور کوچکتری نیاز دارند.
در نتیجه هر چه l/d اکسترودر کوچک تر باشد برای تولید کننده مقرون به صرفه تر است.
اکسترودر با L/D برزگ دارای مزایای زیر است:
طراحی اسکرو گشتاور بیشتری را دارا هستند
از قابلیت مخلوط کردن و همزنی بیشتری برخوردار هستند.
از ظرفیت مذاب بیشتر با گرمای برشی کمتر برخوردارند.
باعث افزایش گرمای هدایت شده از بارل می شوند.
مقدار سرعت خروجی اکسترودر مستقیما با قطر اسکرو داری تناسب است، به طوری که هر چه قطر بزرگتر اکسترودر بزرگتر باشد دارای خروجی بیشتری است.
نکته ی حائز اهمیت در مورد اکسترودر های تک ماردون بدین صورت است که اکسترودرهای تک ماردون نسبت به اکسترود دو ماردون سرعت خروجی کمتری دارند و در نتیجه قدرت همگن سازی آن ها کمتر است به همین دلیل در خطوط تولیدی که از اکسترودور های تک ماردون استفاده می شود از دو اکسترودر پشت سر هم استفاده می کنند که اکسترودر اول ولی یک اکسترودر فرایند ترکیب و همگنسازی و دومی فرایند اکسترود را انجام می دهد اما در خطوط تولیدی که از اکسترودر دو ماردون استفاده می شود هر دو عملیات توسط همان ماردون صورت می پذیرد.
اکسترودر دو ماردونه (مارپیچ)
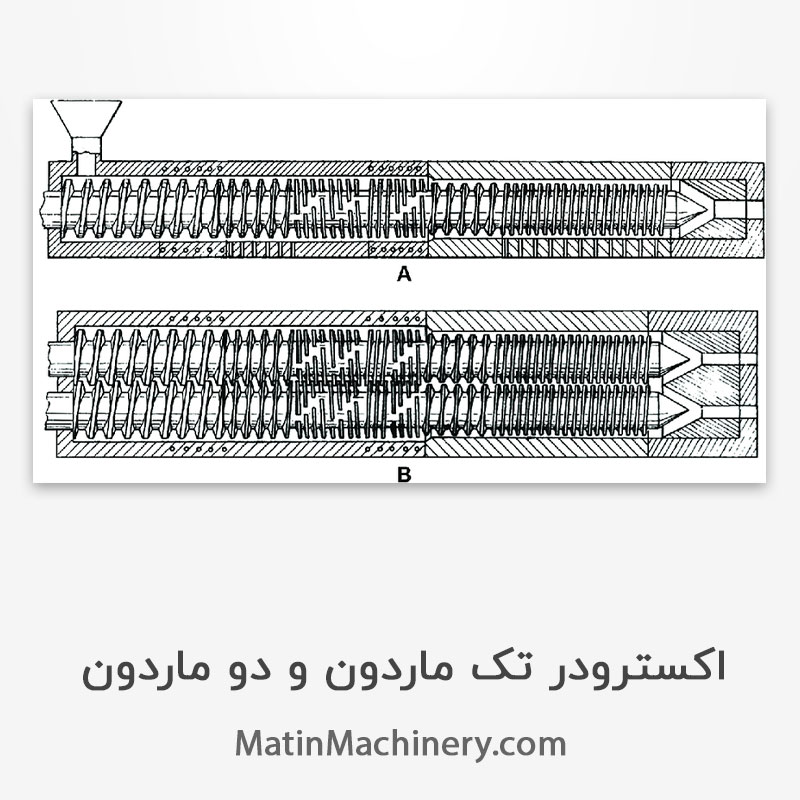
مشخصه های عمومی اکسترودر دوماردون: در سال های اخیر استفاده از اکسترودرهای دوماردونه که در داخل محفظه های داغ اکسترودر حرکت چرخشی دارد، افزایش یافته است و باعث شده است که از دستگاه اکسترودر تک ماردون کمتر استفاده شود. این دستگاه ها در مقایسه با اکسترودرهای تک ماردونه تفاوت هایی دارند که عبارتند از: آهنگ خروجی متفاوت نسبت به دستگاه تک ماردون، بازده اختلاط، حرارت تولید شده و نظایر آن.
خروجی اکسترودر دوماردونه معمولاً به خاطر استفاده از دوماردون سه برابر اکسترودر تک ماردونه ای با همان قطر و سرعت است. اصطلاح ماردون دوقلو اصطلاحی بین المللی است که به اکسترودرهای دو ماردونه اطلاق می شود اما تاکیدی بر اینکه دو ماردون لزوماً یکسان باشند وجود ندارد.
در واقع انواع گوناگونی از دستگاه اکسترودر دو ماردون موجود است . برخی از از آن ها دارای ماردون هایی هستند که با گردش در جهت مخالف یا موافق یکدیگراند نشان داده و شناخته می شوند البته این نکته نیز حائز اهمیت است که ماردون ها در این دستگاه می توانند به صورت جفت شده یا جفت نشده باشند که هر کدام داری ویژگی های خاص خود است.
در حالت جفت نشده، بین پلکان های ماردون یک فضای خالی وجود دارد که امکان حضور مواد را در بین پلکان های ماردون در حال چرخش به وجود می آورد. در اکسترودر دو ماردونه ای که جهت چرخش ماردون های آن مخالف یکدیگر است، مواد دچار برش و فشردگی می شوند که باعث تسریع در کار ماردون ها است، یعنی مواد موجود در بین غلتک ها دچار فشردگی می شود.
اما در اکسترودرهای که دارای دو ماردون با جهت چرخش یکسان اند جریان متفاوت است، یعنی مواد از یک ماردون به ماردون دیگر منتقل شده و مواد را بین پلکان های خود نگه نمی دارند. این اکسترودر ها برای موادی که حساس به حرارت اند کاملاً مناسب است؛ زیرا مواد موجود بین ماردون های اکسترودر به سرعت منتقل می شود بدون اینکه کمترین احتمال برای ماندگاری مواد در ماردون ها به وجود بیاید. حرکت مواد در اطراف ماردون های جفت نشده کمتر(کندتر) است ولی نیروی جلوبرنده بزرگتر است و این یکی از اصلی ترین ویژگی موجود در اکسترودر های دو ماردون جفت نشده است.

گرانول چیست؟
گرانول به موادی گفته می شود که در اثر ذوب پرک آسیابی و یا کندر و یا زنده بار در دستگاههای گرانول ساز به وجود آمده است در کل به شکل این ماده یا مواد گرانول گفته می شود اما در کل نوع این مواد متفاوت است با اینکه به طور کلی به آن ها گرانول گفته شده است گرانول را می توان به دو دسته که به صورت رشته های و عدسی است تقسیم بندی کرد.
دستگاه های فرایندی در صنعت پلاستیک برای تولیدات نایلون لوله قطعات تزریقی قطعات بادی باید در ۹۰ درصد از موارد حتما از گرانول استفاده شود.
و در ادامه به طور کلی به دستگاه هایی که مواد آسیابی یاپراک و کندر را به گرانول تبدیل می کنند دستگاه گرانول ساز می گویند.
دستگاه گرانول ساز می تواند تک مرحله ای و دو مرحله ای نیز باشد، عدسی یا رشته ای باشد علت اصلی تفاوت میان گرانول ها تاثیر اجزا بر امکانات دستگاه و تفاوت نوع دستگاه ها است.
گرانول سازی چهارمین مرحله در صنعت بازیافت پلاستیک ها است.

بازیافت پلاستیک
اگر مراحل بازیافت به درستی انجام شده باشد مرحله گرانول سازی با موفقیت انجام و محصولی با کیفیت تولید می گردد گرانول با کیفیت گرانولی است که دارای یک ویژگی مهم باشد.
اینکه کیفیت مواد ورودی قبل از اینکه مواد اولیه به دستگاه گرانول ساز وارد شوند عمل تفکیک و جداسازی و شستشوی کامل بر روی این مواد صورت پذیر زیرا این مرحله مهمترین بخش تولید گرانول است.
شست و شوی گرانول شستشوی گرانول به دو صورت سنتی و صنعتی صورت می پذیرد هرچه جداسازی و شست و شو به خوبی انجام شود گرانول بازیافتی از کیفیت بیشتری برخوردار می شود هر چه شست و شوی گرانول به صورت سنتی صورت پذیرد کیفیت پرک به سطح درجه یک نمی رسد، برای بهبود کیفیت بهتر است از روش شست و شوی کامل صنعتی متناسب با آلودگی بار ضایعات استفاده شود تفاوت عمده شستشوی صنعتی و سنتی در موارد زیر می باشد:
انتخاب آسیاب مناسب با نوع ضایعات
خط کامل شستشو و دارای فلات تانک
سانتریفیوژ و خشک کن صنعتی و در صورت نیاز به شستشو با آب گرم
ماردون
ماردون های ساده شامل یک عدد پیچ صاف فقط با تغییرعمق و بعضی مواقع تغییر گام در طول یک میلگرد است اما با وارد شدن تکنولوژیهای ماردونهای گازگیر دار، از جمله ماردون هایی است که حداقل سه تا شش مرحله مختلف گام و عمق دارند، یعنی قسمتی از مارپیچ به صورت ساده پیش می رود مواد، دوباره همزنی می شوند (توسط همزن های وسط مارپیچ) بعد از همزدن وارد قسمت گازگیر میشوند که معمولا تک مارپیچ یا دو مارپیچ است و عمق زیادی دارد که باعث میشود مواد پس نزنند و سپس میتوان وارد مرحله دوم گازگیر شد و یا مراحل همزنی بعدی را قرار داد یا می توان مرحله را تکمیل کرد و به قسمت خروجی مواد هدایت بشود که سپس خارج می شوند.
شرکت های اروپایی طرح هایی را ارائه دادند که مورد اجرا قرار می گیرد که قسمت فیلترینگ مواد را داخل قسمت میانی ماردون قرار می دهند که شکل ماردون های خاصی برای خود دارند که مخصوص خود این شرکت ها است یعنی به صورت انحصاری و براساس طرح ها و ایده های خود که طی فرایند های علمی به وجود آمده اند و مقداری برای شرکت های خاورمیانه دارای پیچیدگی است.
گیربکس ها

گیربکس هایی که این شرکت ها استفاده می کنند گیربکس هایی چینی اند اما امکان استفاده از گیربکس های دست ساز ایرانی نیز وجود دارد که متاسفانه از کیفیت چندان خوبی برای استفاده از آن ها برخوردار نیستند اما گیربکس هایی که در اکسترودرهای شرکت ما مورد استفاده قرار می گیرند، از گیربکس های ساخت شرکت گوموآ ساخت کشو ر چین است که با توانهای مختلف از ۱۰۰۰ نیوتن تا ۸۸۰۰۰ نیوتن متر گشتاور این گیربکس ها است گیربکس های ۱۱۲ تا ۶۳۰ که توان پشتیبانی تا دینام های ۳۲۰ کیلو وات را هم دارند.
گیر بکس ها در بخش انتقال اکسترودر مورد استفاده قرار می گیرند بخش انتقال معمولا شامل یک موتور الکتریکی، یک گیربکس و یاطاقان است. در طول فرآیند اکستروژن، سرعت پیچ باید در اکسترودر ها پایدار باشد. به طوریکه با تغییر بار پیچ نباید تغییرکند زیرا این عمل باعث می شود که محصول تولیدی از کیفتی خوبی برخوردار نباشد. پس می توان گیربکس ها را به عنوان یکی از پایه های اساسی انتقال در اکستورد ها به حساب آورد.
روند دستگاه های اکسترودر
دستگاه های اکسترودر در مورد مواد های مختلف دارای روند های مختلفی دارند و نوع موتور گیربکس و مخصوصا ماردون این دستگاه ها بنابر موادای که مورد استفاده اکسترودر ها قرار می گیرد اعم از اینکه pf باشد pvc باشد H باشد پلی اتیلن های سنگین باشد و مواد مختلف دیگر مواد های صنعتی این مواد باعث می شوند شکل ماردون تغییر کند توان موتور تغییر کند و گیربکسی که به تناسب این توان انتخاب شده است نیز تغییر پیدا کنند.
به عنوان مثال برای مواد های صنعتی که خورندگی بسیار بالایی دارند متریال ماردون ها متفاوت خواهد بود مانند ماردونی که برای ساخت نایلون استفاده می شود یا مواد نرم نوع مواد، دانسیته مواد، مقدار گرمای مورد نیاز برای گرم شدن مواد در طول مواد گام های مواد موثر خواهد بود که شکل و طراحی ماردون برای هر کدام از این مواد باعث می شود که کیفیت، پخت، رنگ و میزان تولید محصول متفاوت باشد بنابراین برای ساخت هر مارپیچ اطلاعات مربوط به نوع مواد تولیدی دستگاه صد در صد مورد نیاز خواهد بود.
دستگاه های pvc
دستگاه های pvc به دو قسمت تقسیم می شوند: دستگاه هایی که کارهای pvc انجام می دهند یا به صورت مواد زائد یا ضایعاتی کار خود را انجام می دهند. یا می توان گفت که جزء مواد مواد اولیه ساخت pvc هستند. کسانی که کار pvc را به صورت ضایعاتی انجام میدهند، معمولا از دستگاه های تک مارپیچ برای این کار استفاده میکنند.
که معمولاً دستگاه های گران قیمتی نمی باشند و محصول نهایی به صورت محصول نهایی بازیافتی از نوع pvc خواهد بود، اما دستگاه هایی که برای ساخت مواد پی وی سی اعم از پی وی سی نرم و پی وی سی سخت خواهد بود. معمولاً به خاطر اینکه برای مقدار ترکیب پودر و روغن پی وی سی احتیاج به ترکیب کامل تری دارند از دستگاه های دو ماردون استفاده می کنند.
امکانات این دستگاه ها عبارتند از:
انعطاف پذیری بالا در ترکیب و تولید مواد خام
پلاستیک کردن ملایم و یکنواخت و همگن به صورتی که محصول نهایی کیفیت خود را از دست ندهد
هندسه های مختلف پیچ یعنی پیچ های مخصوص برای نیازهای ویژه مشتری ها که براساس نیاز آن ها قابل تغییر و تولید است.
بشکه با سیستم خنک کننده هوا برای استفاده در محیط های مختلف کارگاهی
موتورهای AC برای مصرف کم انرژی و پایین آمدن هزینه های احتمالی برای تولید کنندگان محصولات pvc
پانل کنترل با صفحه نمایش لمسی رنگی به صورت اختیاری که معمولا برای کنترل بهتر دستگاه اکسترودر pvc روی آن ها قرار داده می شوند.
اکسترودر ها جواب خود را در صنعت بازیافت پس داده اند و می توانند یکی از روش های استفاده مجدد مواد باشند، با این روش محیط زیست انسان و جانوران به خطر نمی افتد زیرا با استفاده مجدد از مواد قابل بازیافت از انرژی تجدید ناپذیر کمتری استفاده می شود. اکسترودر ها را می توان انقلابی در صنعت بازیافت به حساب آورد و برخی از موادی که به یک بار مصرف شناخته می شوند را می توان با استفاده از این دستگاه ها تبدیل به موادی کرد که قابلیت استفاده ی چند باره را دارا باشند.
منبع: google search





















































