در این مقاله به ادامه مبحث عیب یابی و تعمیر سیلندر و مارپیچ می پردازیم.
1-3جمع آوری و تحلیل داده های گذشته (نوارزمان)
برای پاسخ دادن به این سوال که چرا فرایند درست کار نمیکند، باید بتوانیم شرایط فرایندی کنونی را با شرایط گذشته یعنی زمانی که مشکل وجود نداشت، مقایسه کنیم که به آن ساخت نوار زمان میگویند. دادههایی که باید جمع آوری شوند تنها شامل اطلاعات فرایندی از اکسترودر مانند دماها، فشارها، بار موتور، سرعت خط، ابعاد سیلندر، ابعاد ماردون و… نمی شود بلکه باید اطلاعات مواد مانند هر گونه تغییراتی که ممکن است فرایند را تحت تاثیر قرار دهد هم جمع آوری گردد. تغییرات فرایند تنها در اثر نوسان شرایط فرایندی ماشین اتفاق نمیافتد بلکه تغییرات و نوسانات مواد نیز بسیار موثر هستند. به طور مثال، بدون تغییر شرایط فرایندی و تنظیمات ماشین، تغییر مقدار و یا نوع پایدارکننده حرارتی می تواند مشکل تخریب را ایجاد کند.
نوار زمان بر اساس این حقیقت که فرایند در دورهی زمانی مشخصی به درستی کار کرده است، بنا شده است. بنابراین باید یک تغییر قابل شناسایی یا تغییری که فرایند را ناگهانی دچار مشکل کرده است، وجود داشته باشد. هدف شناسایی این تغییرات و تصحیح آنها است که در نهایت موجب بازگشت فرایند به حالت کنترل شده میشود. ساخت فرایند نوار زمان باید از دورهای آغاز شود که فرایند پایدار باشد و گاهی در شرایطی پایان مییابد که مشکلی در فرایند ملاحظه میشود. تمام شرایط حتی بیارتباطترین موارد با فرایند باید در نوار زمان لیست شوند. نوار زمان پس از تکمیل، ابزار مفیدی برای شناسایی مشکل ایجاد شده در فرایند خواهد بود.باید در نظر داشت که همهی اتفاقات بلافاصله مشکل آفرین نیستند. در بعضی از موارد قبل از اینکه مشکل قابل توجه شود، یک دوره کمون و نهفته وجود دارد که مسلماً فرایند عیبیابی را پیچیده میکند؛ در نظر داشتن این نکته و اجتناب از نتیجهگیری سریع بسیار مهم است. جالب است بدانید موردی مشاهده شده که خوردگی شدید یک خط اکستروژن در نتیجهی مشکلی بوده که چهار ماه پیش اتفاق افتاده است. ساییدگی تا حدود چهار ماه بعد که یک خوراکگیر جدید نصب شد، قابل توجه نبوده اما ناگهان پس از نصب خوراکگیر جدید مارپیچ پس از 48 ساعت دچار ساییدگی شدید شده است.
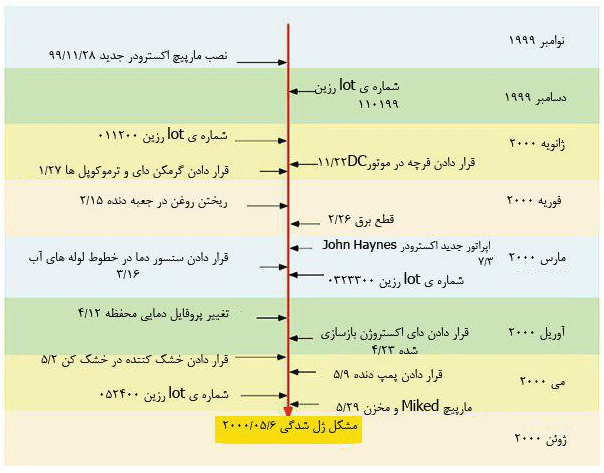
شکل زیر مثالی از یک نوار زمان که مرتبط با مشکل ژلینگی است را نشان میدهد. در ساخت نوار زمان، فرایندکار یا مسئول فنی باید از ثبت تمام وقایعی که ممکن است فرایند را تحت تاثیر قرار دهد مطمئن شود. مواردی مانند قطعی برق، نصب یک مارپیچ جدید یا تعمیر آن، یا بچ نامبر جدید یک رزین یا ماده اولیه لزوماً باید در لیست گنجانده شوند. موارد دیگری (مانند ساخت چیزی در محیط کار، تغییر شرایط جابجایی مواد، نگهداری سیستم آب، آموزش کارکنان و یا نوسانات برق) از اهمیت کمتری برخوردارند اما ممکن است فرایند را تحت تاثیر قرار دهند.
1- 4 تشکیل گروه:
اگر ابعاد مشکل ایجاد شده کوچک باشد، یک شخص نیز به تنهایی میتواند فرایند حل مسئله را به عهده گیرد و نیازی به تشکیل یک تیم نمیباشد. هر چند که در بسیاری از موارد، مشکلات ایجاد شده، گروهها و واحدهای مختلف را درگیر میکند و برای رفع آن به تخصصهای مختلفی نیاز است. در این گونه موارد، به تلاش تیمی نیاز داریم. مشکلات ایجاد شده در فرایند اکستروژن معمولاً نیاز به همکاری واحدهای کنترل کیفیت مواد، خرید، تعمیر و نگهداری، مهندسی و یا سایر واحدها دارد.
1-5شرایط دستگاه: وقتی مشکلی در اکسترودر ایجاد میشود، در دست داشتن اطلاعات درست و کامل از شرایط دستگاه بسیار مهم است. اکسترودر باید به خوبی نگهداری شود، و سوابق این نگهداریها برای ارزیابی قسمتهای مختلف ماشین باید در اختیار سرپرست قرار گیرد. به منظور اطمینان از عملکرد صحیح ماشین، نحوه نگهداری ارائه شده توسط سازندهی دستگاه همواره باید اجرا گردد.
سیلندر و مارپیچ در گذر زمان ساییده میشوند. سرعت سایش به عوامل زیادی بستگی دارد. مارپیچهای یک اکسترودر میتوانند از چند هفته تا چند سال عمر کنند. برای پیش بینی طول عمر سیلندر و مارپیچ باید قطر داخلی (ID) سیلندر و قطر خارجی (OD) مارپیچ بر اساس یک برنامهی مدون، حداقل یک بار در سال، اندازهگیری شوند. با کنترل این اندازهها، زمان تعویض سیلندر و مارپیچ قابل پیشبینی است که در نهایت به جلوگیری از اتفاقات ناخواسته و کاهش مشکلات کمک میکند.