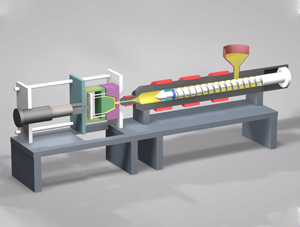
تنظیم گیره دستگاه تزریق پلاستیک چگونه انجام میشود؟ دستگاه تزریق پلاستیک در دنیای امروز کاربرد بسیار زیادی دارند. این دستگاهها با استفاده از مواد اولیه و تبدیل آن به قطعات پلاستیکی نقش بسزایی در صنعت تولید قطعات پلاستیک دارند.
روش کار این دستگاه به این صورت است که یک کاربر مواد مذاب را با فشار به داخل قالب میریزد. سپس قالب را میبندد. بعد از اینکه مواد خنک شد، قالب را باز کرده و قطعه ساخته شده را جدا میکند.
برای استفاده از این دستگاه، قطعات زیادی درکنار یکدیگر قرا گرفته است. اپراتور باید کار با این دستگاه را بلد باشد تا بتواند طی یک فرآیند اجناس با کیفیت تولید کند. از مهمترین مواردی که در ساخت و و تولید قطعات مرغوب نقش دارد، تنظیم گیره دستگاه تزریق است که در این مقاله با آن آشنا میشوید.
اجزای مختلف گیره دستگاه تزریق پلاستیک
تنظیم گیره دستگاه تزریق تاثیر بسیار زیادی بر صحت و سلامت دستگاه دارد. در واقع گیره مهمترین عضو دستگاه تزریق پلاستیک است. برای ساخت گیره از چدن داکتیل به علت افزایش عمر آن استفاده میکنند.
گیره از اجزای مختلفی تشکیل شده است که عبارتند از:
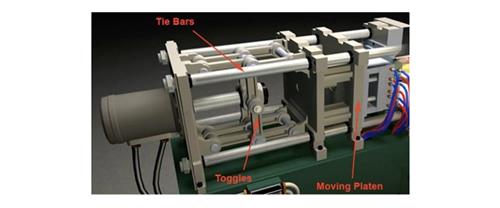
صفحه متحرک
در صفحه متحرک قسمت سنبه را روی قالب نصب کرده و قدرت بازوییهای روی تایبار، موجب حرکت این قطعه میشود.
تایبار
تایبار از 4 میله تشکیل شده است که وظیفه حفاظت از قفل، بعد از قفل شدن به وسیله جک گیره را برعهده دارد. یک نکته مهم در تنظیم گیره دستگاه تزریق این است که فاصله میلهها باید با یکدیگر یکسان باشند. ابعاد قالب باید برابر یا کوچکتر از فاصله بین میلههای تایبار باشد. این فاصله یکی از مهم ترین نکات هنگام خرید دستگاه است. میلهها از جلو روی صفحه ثابت و از پشت روی صفحه گیربکس به وسیله استاپر و مهره ثابت شدهاند.
جهت جلوگیری از ساییده شدن و خراش روی میلهها آنها را با کروم روکش میکنند.
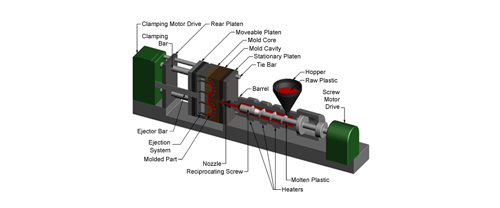
صفحه ثابت
این صفحه همان طور که از نامش پیداست، ثابت است. اپراتور تیکه ماتریس قالب را بر روی صفحه نصب میکند تا مواد مذاب از طریق راهگاه و اسپرو وارد آن شود.
بازویی
بازوییها از دیگر اجزای دستگاه تزریق پلاستیک هستند که از یک سو به صلیبی و از سوی دیگر به صفحه صلیبی وصل میشوند. بازوییها عامل حرکت صفحه متحرک روی تایبار هستند. پین و بوش، بازوییها را به هم وصل میکند. برای قفل شدن بهتر گیره از سیم مفصلی 5 نقطهای دوبل استفاده میکنند.
صلیبی
گیره صلیبی دستگاه تزریق پلاستیک از یک طرف به جک گیره و از طرف دیگر به بازویی وصل میشود. نیرو و فشار جک گیره به کمک گیره صلیبی و بازوییها، بر روی صفحه متحرک، برای قفل گیره انتقال مییابد.
گیره صلیبی در حال حاضر بهترین نوع گیره است به دلیل این که با استفاده از قانون اهرم بازوییها، با کمترین میزان نیرو جک، گیره قفل مورد نیاز دستگاه، عمل میکند.
پران
از پران برای جدا نمودن محصول از قالب استفاده میکنند. این عمل به صورت بادی، مکانیکی و ویبره اتفاق میافتد. پران در عقب صفحه متحرک نصب شده و مجهز به جک هیدرولیکی برای پران و خط کش الکتریکی برای اندازه گیری مقدار پران استفاده میشود.
جک گیره
این قطعه از دستگاه تزریق در انتهای گیره قرار داشته و عملگر هیدرولیکی خوبی دارد. سر راد جک گیره به گیره صلیبی وصل شده و عمل انتقال نیرو قفل گیره به صفحه متحرک به وسیله بازوییها و صلیبی انجام میشود.
گوه (Goveh)
در قسمت زیرین صفحه متحرک جهت رگلاژ نمودن صفحه، دو گوه وجود دارند که از ارتباط و تماس صفحه متحرک با تایبارها جلوگیری میکنند. برای ساخت زیر پایه، گوه ازجنس مسی یا برنج است که زیر پایه به صورت خطی و همزمان با حرکت صفحه متحرک به حرکت در میآید.
هیدروموتور
برای حرکت صفحه گیربکس از هیدروموتور استفاده میکنند. حرکت این دستگاه به دو سمت چپ و راست است. به این صورت که حرکت هیدروموتور به وسیله چرخ دنده بزرگ به چهار چرخ دنده کوچک که روی آخرین مهره تایبارها قرار گرفتهاند، انتقال پیدا میکند. در نتیجه حرکت چرخ دنده روی رزوههای تایبار، موجب حرکت مجموعه گیره میشود.
سیستم حفظ کننده گیره
گیره دستگاه تزریق پلاستیک سه نوع سیستم حفاظت دارد که شامل مکانیکی، هیدرولیکی و الکترونیکی است. در ادامه هرکدام را مختصرا توضیح میدهیم.
سیستم مکانیکی گیره
سیستم مکانیکی گیره در قسمت بالای صفحه متحرک و ثابت قرار گرفته است و یک اهرم و زبانه فلزی دارد. هنگامی که درب قسمت اپراتور باز باشد، زبانه در قسمت دندانه اهرم مکانیکی درگیر میشود. چنانچه گیره حرکت کرده یا سیستم حفاظتی گیره عمل نکند، زبانه به دندانههای اهرم مکانیکی گیره، گیر کرده و از حرکت آن به طرف جلو و یا بسته شدن گیره جلوگیری میکند.
سیستم حفاظت هیدرولیکی
در دو سمت دستگاه تزریق پلاستیک دو میکرو سوئیچ قرار دارد که در قسمت عقب تعبیه شدهاند. چنانچه دستگاه باز باشد و میکروسوئیچها عمل نکنند، هیچ فرمانی برای باز شدن مسیر روغن به شیر حفاظت الکتریکی، صادر نمیشود. همچنین اگر مسیر روغن به وسیله شیر باز نشود، هیج کدام از عملگرهای گیره حرکت نمیکنند.
سیستم حفاظت الکتریکی
در اطراف گیره دو درب وجود دارند که بر روی آنها 6 میکروسوئیچ تعبیه شده است. 3 عدد از این میکروسویچها در یک طرف و 3 عدد دیگر در طرف مخالف هستند. اتصال این میکروسوئیچها به یکدیگر به صورت سری است. چنانچه درب هر طرف دستگاه باز باشد، میکروسوئیچها عمل نمیکنند و در نهایت کنترلر نیز فرمان حرکت گیره را صادر نمیکند.
تست سلامت گیره دستگاه تزریق پلاستیک
یکی از بخشهای بسیار مهم و کاربردی دستگاه تزریق پلاستیک " گیره" است. حتما باید جهت حفظ دستگاه، گیره را به طور مداوم بررسی نمود و از خراب شدن یا عدم تنظیم گیره جلوگیری کرد. در اینجا تعدای روش جهت تست سلامت گیره دستگاه تزریق پلاستیک را با هم بررسی میکنیم.
انتخاب قالب متناسب با اندازهی گیره
خودداری از روغن بازیافتی و سوخته برای روان کردن گیره
حفظ تعادل و توازن بین صفحات ثابت و صفحات متحرک
وجود قدرت قفل یکسان در تایبار
جلوگیری از حرکات باز و بست گیره به صورت ضربهای
عدم استفاده بیش از حد نیروی قفل به مدت طولانی
بررسیهای مداوم و دورهای گیره دستگاه تزریق پلاستیک
برایسلامت سیستم گیره دستگاه تزریق ، حفظ تعادل بین صفحات و وجود نیروی قفل یک اندازه تایبار، از مهمترین نکاتی هستند که به طور مرتب باید آنها را کنترل کرد.
بررسی قفل گیره در تایبار
براساس استاندارد باید بیشترین توان قفل گیره برابر با تناژ نامی دستگاه باشد. به این معنی که اگر تناژ قفل گیره دستگاه 300 تن باشد، در سنجش قفل گیره باید این 300 تن نیرو را مشاهده و به مقدار نامی برسد. چنانچه دستگاه نتواند با حداکثر فشار هیدرولیکی به تناژ نامی برسد، تست سلامت گیره دستگاه تزریق پلاستیک، عملیات ناموفق را نشان میدهد.
با این وجود سازندگان دستگاه تزریق توصیه میکنند حتی با وجود تمام شرایط استاندارد نباید مدت زمان طولانی از بیشترین نیروی قفل گیره استفاده کرد.
بررسی تعادل و توازن صفحات گیره
چنانچه توازی در صفحات گیره وجود نداشته باشد، به مرور زمان آسیب بسیار جدی به سلامت سیستم گیره دستگاه تزریق و مجموعه اش وارد میشود. به این صورت که عدم یکنواختی در صفحات موجب ناهماهنگی نیرو هنگام بستهشدن گیره میشود. این ناهماهنگی در نیرو باعث پیچ خوردن صفحات متحرک به یک طرف میشود. این اتفاق فشار و نیروی زیادی را به دیگر اجزا از جمله بازویی وارد کرده و پخش فشار متعادل را در قفل گیره از بین میبرد.
لازم به ذکر است که توازن بین صفحات موجب سالم ماندن قالب خواهد شد.
توازن صفحات را در سه حالت ارزیابی میکنند:
حالت گیره باز
حالت گیره بسته بدون تست بلوک
حالت گیره بسته و حالت قفل با تست بلوک
نکاتی برای خرید دستگاه تزریق پلاستیک
هنگام خرید دستگاه تزریق پلاستیک حتما به موارد زیر دقت کنید.
سلامت گیره و جک دستگاه:
تنها چیزی که به راحتی سلامت دستگاه تزریق پلاستیک را نمایش میدهد، سیستم گیره آن است.
باز و بسته شدن بازوها و به وجود آمدن فشار جک به گیره بیشترین درگیری را برای بوش بین بازوهای گیره ایجاد میکنند.
سالم بودن صفحات ثابت و متحرک گیره نیز نشانه سلامت دستگاه است. صفحه ثابت همان صفحهای است که قرار گرفتن قالب را روی دستگاه تنظیم میکند و صفحه دوم که متحرک است نیمه سمبه قالب به آن وصل شده است.
سالم بودن بوش و صفحات تاثیر زیادی بر سلامت دستگاه تزریق پلاستیک دارد.
برای سلامت بوش میتوانید با پا به جک گیره دستگاه در حالت باز فشار وارد کنید اگر جک تکان خورد و ثابت نبود معیوب بودن دستگاه را نمایش میدهد.
چک کردن سیستم تزریق دستگاه:
سیلندر ماردون، گیره، جک اصلی و جک حرکت دهنده را از نظر صحت و عدم نشتی کاملا بررسی نمایید. همچنین از سلامت المنتهای دستگاه که ساده ترین بخش دستگاه هستند نیز مطمئن شوید.
بررسی الکتروموتور و قسمت هیدرولیک دستگاه:
تمام قطعات دستگاه از جمله شیربرقی را برسی نمایید. خراب بودن شیر برقی موجب نشتی و در ادامه خراب شدن قطعات پلاستیکی تولید شده، میشود.
بررسی نمودن بخش فرمان دستگاه:
جهت اطمینان از سلامت عملکرد کنترل دستگاه تزریق، حتما تمام موارد از جمله سنسورهای حرارتی آن را چک کنید.
بی توجهی به مواد مصرفی دستگاه:
اکثر دستگاهها با مواد پلاستیکی مانند abs، pe، pc و pp کار میکنند این دستگاهها برای شرکتهای تولیدی مناسب هستند. اما دستگاههایی نیز وجود دارند که طراحی خاصی دارند؛ در نتیجه برای به کارگیری مواد اولیه باید به قابلیت دستگاه توجه نمود.
چک کردن میزان فشار قفل و محدودیت فشار تزریق
هنگام خرید دستگاه موردنظر توجه داشته باشید که دستگاه حداقل 10 درصد توان فشار تزریق بیشتری داشته باشد. این عامل موجب میشود که اگر قطعه تولیدی وزن متناسب داشته اما ضخامت آن کم باشد، در عملکرد دستگاه تزریق مشکل ایجاد نشود.
استفاده از تناژ نامناسب
چنانچه تناژ دستگاه کم و پایین باشد، برای تولید و ساخت قطعات خوب و باکیفیت، مناسب نیست و در نتیجه بهتر است دستگاه با تناژ مناسب را خریداری نمایید.
مصرف انرژی بالا
ساخت و تولید قطعات ربطی به مصرف انرژی ندارد در نتیجه با خرید یک دستگاه با مصرف انرژی کمتر سودآوری تولید خود را بیشتر کنید.
در ادامه اگر جنسی که تولید شده است، ضخامت کمی داشته باشد بهتر است که دستگاه یک سایز بزرگتر باشد تا با نیرو و فشار قفل کم، جنس با کیفیت تولید نمایید.
سخن پایانی
هنگام خرید دستگاه تزریق پلاستیک حتما تمام موارد ذکر شده را رعایت نمایید تا نهایتا از خرید خود راضی باشید. یک اشتباه رایج در خرید دستگاه تزریق پلاستیک انتخاب دستگاه دست دوم است این کار به هیچ وجه پیشنهاد نمیشود. امیدواریم خواندن این مقاله برای شما مفید بوده باشد.