
تولید اتصالات UPVC )پیویسی سخت ( مانند زانویی، سه راه، تبدیل، سیفون و بوشن در فرآیندی دقیق و کارآمد انجام میگیرد. اتصالات پیویسی یا پلیکا به دلیل دوام، مقاومت شیمیایی و سهولت نصب، کاربرد گستردهای در لوله کشی دارند و تولید آنها ایدهای با پتانسیل درآمدزایی بالاست.
این مقاله یک نمای کلی از خط تولید اتصالات UPVC با تمرکز بر فرآیند و ماشینآلات مورد نیاز را ارائه میدهد.
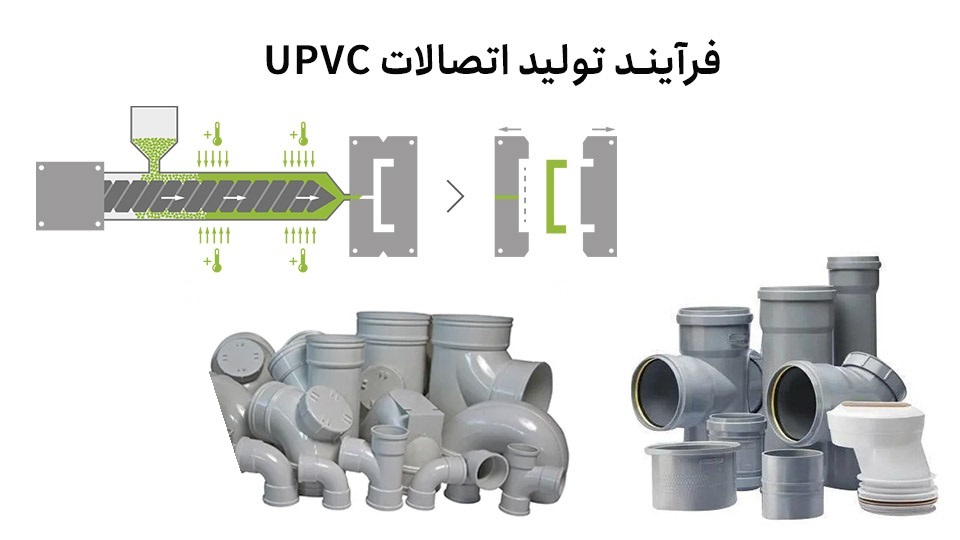
فرآیند تولید اتصالات UPVC
1. تهیه مواد اولیه
فرآیند تولید اتصالات پیویسی سخت با تهیه مواد اولیه آغاز میشود. پودر پیویسی (پلی واینیل کلراید) ماده اولیه اصلی است که با پایدار کنندهها، روان کنندهها، رنگدانهها و دیگر مواد افزودنی ترکیب میشود تا خواص محصول نهایی بهبود یابد. این مواد به دقت وزن شده و مخلوط میشوند تا محصول کیفیت ثابت داشته باشد.
2. اختلاط و ترکیب
پودر PVC و مواد افزودنی در میکسر مخلوط میشوند تا یک مخلوطی همگن بدست آید، سپس مواد به درون قیف دستگاه تزریق پلاستیک مخصوص PVC ریخته میشوند. این مرحله بسیار مهم است زیرا خواص فیزیکی و شیمیایی اتصالات UPVC را تعیین میکند.پیویسی نرخ جذب رطوبت پایینی دارد و معمولاً نیازی به گازگیری یا رطوبتگیری ندارد. با این حال اطمینان از عاری بودن مواد از آلایندهها و مخلوط شدن مناسب با افزودنیها برای تولید قطعه باکیفیت، ضروری است.
3 . قالبگیری (تزریق پلاستیک)
- بارگیری: مواد از قیف به درون سیلندر دستگاه تزریق پلاستیک سرازیر شده و در اثر گردش ماردون گرم میشوند و به جلو انتقال مییابند. در این مرحله فنهای خنککننده اطراف سیلندر، از گرم شدن بیش از حد و سوختن مواد جلوگیری میکنند.
- تزریق: مواد از راه نازل تزریق به درون تزریق میشوند. قالب شکل خاص اتصالات مانند سه راهی، زانویی یا غیره، طراحی میشود و شکل محصول نهایی را تعیین میکند. تزریق با فشار بسیار بالا انجام میشود تا مواد تمام حفره قالب را پر کنند.
- خنکسازی: پس از پر شدن قالب، دمای مواد در تماس با قالب کاهش یافته و جامد میشوند. خنکسازی با استفاده از گردش آب سرد در راه آبهای قالب انجام میشود. آب مورد استفاده در خنکسازی، به صورت پیوسته در یک سیکل بسته میان قالب و چیلر جریان مییابد تا دمای آن همواره در بازه مناسب باقی بماند.
- پران: پس از سرد شدن قطعه، قالب باز میشود و اتصالات تولید شده از حفره قالب خارج میشوند. پینهای پران یا دیگر مکانیسمهای سیستم پران قالب وظیفه دارند که قطعات تولید شده را بدون آسیب از قالب خارج کنند.
- پلیسهگیری: چنانچه مواد اضافی یا زائدههایی (پلیسه) به قطعه چسبیده باشند، در این مرحله از قطعه بریده میشوند. در این مرحله لبههای قطعه صاف و یکدست شده و با استانداردهای کیفی منطبق میشوند.
4. بازرسی و کنترل کیفیت
اتصالات پیویسی تحت بازرسی دقیق قرار میگیرند تا اطمینان حاصل شود که استانداردها و الزامات کیفی را برآورده میکنند. دقت ابعادی، استحکام مکانیکی و پرداخت سطح در بازرسیهای کنترل کیفی، سنجیده میشوند و اقلام معیوب از رده خارج و به بخش بازیافت منتقل میشوند.
5 . بستهبندی
هنگامی که اتصالات تمام بررسی های کیفیت را پشت سر گذاشتند، پیش از توزیع یا انبارش بستهبندی میشوند. بستهبندی مناسب برای اتصالات UPVC معمولاً شامل کارتن یا کیسه پلاستیکی است که از اتصالات در طول حمل و نقل و انبارش محافظت میکنند.

تجهیزات و ماشین آلات تولید اتصالات UPVC
تولید اتصالات UPVC عموماً با استفاده از تزریق پلاستیک انجام میگیرد. در آغاز پودر پیویسی در اثر بارگیری و گردش ماردون گرم شده و سپس به درون قالب تزریق میشود. در کانون این فرآیند دستگاه تزریق پلاستیک مخصوص UPVC قرار گرفته که وظیفه تزریق مواد و باز و بسته کردن قالب را بر عهده دارد.
برای تولید اتصالات یوپیویسی، گذشته از دستگاه تزریق پلاستیک مخصوص UPVC، تجهیزات و ماشین آلات دیگری نیز مورد نیاز هستند که در ادامه معرفی خواهند شد.
1 . دستگاه تزریق پلاستیک مخصوص UPVC
دستگاه تزریق پلاستیک UPVC چند تفاوت کلیدی با دستگاههای تزریق معمولی دارد که آن را برای تولید اتصالات مناسب ساخته است.
سرعت گردش ماردون دستگاههای تولید اتصالات پی وی سی از دستگاههای تزریق یونیورسال کمتر است تا از تولید گرمای شدید و سوختگی مواد پیشگیری شود. همچنین به این علت که بارگیری پودر پیویسی به گشتاور بالایی نیاز دارد، هیدروموتور دستگاه با دور کمتری گردش میکند.
دیگر ویژگیهای این دستگاه عبارتند از:
- سیستم خنکسازی واحد تزریق
- سیلندر و ماردون بای-متالیک یا Bi-Metallic
- سیستم تولید قدرت سروو-هیدرولیک
- دربهای ایمنی با فاصله بیشتر از گیره برای قالبهای دارای ماهیچهکش
- تابلو برق و کنترل با درجه حفاظتی IP54
- قابلیت اتصال و کنترل چندین جک ماهیچهکش

2. سیستم انتقال مواد حلزونی (اسکرو کانوایر)
مواد اولیه تولید اتصالات PVC و به شکل پودر است که انتقال آن توسط سیستمهای مکنده مانند موادکشهای زمینی و هوایی پلاستیک بسیار دشوار است. از این رو برای پر کردن قیف دستگاه تزریق UPVC از دستگاه ویژهای با نام سیستم انتقال حلزونی یا اسکرو کانوایر استفاده میشود.
اسکرو کانوایر از یک لوله و تیغهای مارپیچ (حلزونی) در وسط آن ساخته میشود که با گردش حلزونی، پودر UPVC در طول لوله جابهجا میشود. استفاده از اسکرو کانوایر برای تولید اتصالات پی وی سی الزامی نیست اما میتواند سختی کار اپراتور و هزینه نیروی کار را به طرز قابل توجهی کاهش دهد، از این رو استفاده از این وسیله پیشنهاد میشود.
3 . قالب تزریق مخصوص تولید اتصالات UPVC
قالب اتصالات UPVC به دلیل شکل هندسی این محصولات دارای یک یا چند جک ماهیچهکش است و اندازه بسیار بزرگی دارد. قالب براساس شکل هندسی محصول سفارشیسازی میشود و ساخت آن بین 1 تا 3 ماه طول میکشد.
یو پی وی سی مادهای بسیار خورنده است و میتواند به حفره و مغزی قالب آسیب برساند، از این رو قالب تزریق مخصوص تولید اتصالات UPVC باید در برابر خوردگی شیمیایی مقاوم باشد.
4 . چیلر صنعتی هوا-خنک یا آب-خنک
اتصالات UPVC معمولاً قطعاتی ضخیم هستند و خنکسازی آنها درون قالب زمانبر است. یک چیلر صنعتی با ظرفیت مناسب میتواند جریان پایدار و کافی آب سرد را برای قالب فراهم ساخته و زمان سیکل تولید قطعه را به گونه چشمگیری کاهش دهد.
چنانچه از چیلر صنعتی هوا-خنک برای تولید اتصالات پیویسی استفاده میشود بایستی آن را بیرون از محیط کارگاه قرار داد تا گرد و غبار باعث کاهش بازدهی آن نشود.

خط تولید اتصالات UPVC با بهرهگیری از دستگاه تزریق پلاستیک مناسب، بسیار کارآمد و دقیق کار میکند که پیشنیاز تولید محصولات با کیفیت بالا است. از آمادهسازی مواد خام گرفته تا بستهبندی نهایی، هر مرحله باید به دقت کنترل شود تا اتصالات UPVC با استانداردهای سختگیرانه صنعت ساختمان منطبق باشند.
منبع : گوگل سرچ





















































