
سیلندر مارپیچ و ماردون اکسترودر در انواع ماشین آلات صنعت اکسترودر پلاستیک کاربرد دارد. سیلندر و ماردون بخش جدایی ناپذیر ماشین آلات در این صنعت هستند . به طور کامل تر می توان گفت این قطعات باعث می شوند روند تولید یکنواخت تر و خروجی بهتری توسط دستگاه های اکسترودر حاصل شود.
سیلندر ماردون را می توان به عنوان قلب یک دستگاه اکسترودر به حساب آورد و به همین دلیل از اصلی ترین قطعات یک دستگاه اکسترودر است و این قطعه را می توان یک قطعه مشترک در تمام اکسترودر ها به حساب آورد.
اکسترودر
آیا تاکنون فکر کرده اید که چگونه پنجره های کامپوزیت، نرده ها و یا واشر های فریزر ساخته می شوند؟ این محصولات و بسیاری دیگر با استفاده از یک فرآیند تولید با حجم بالا به نام اکستروژن پلاستیک تولید می شوند.
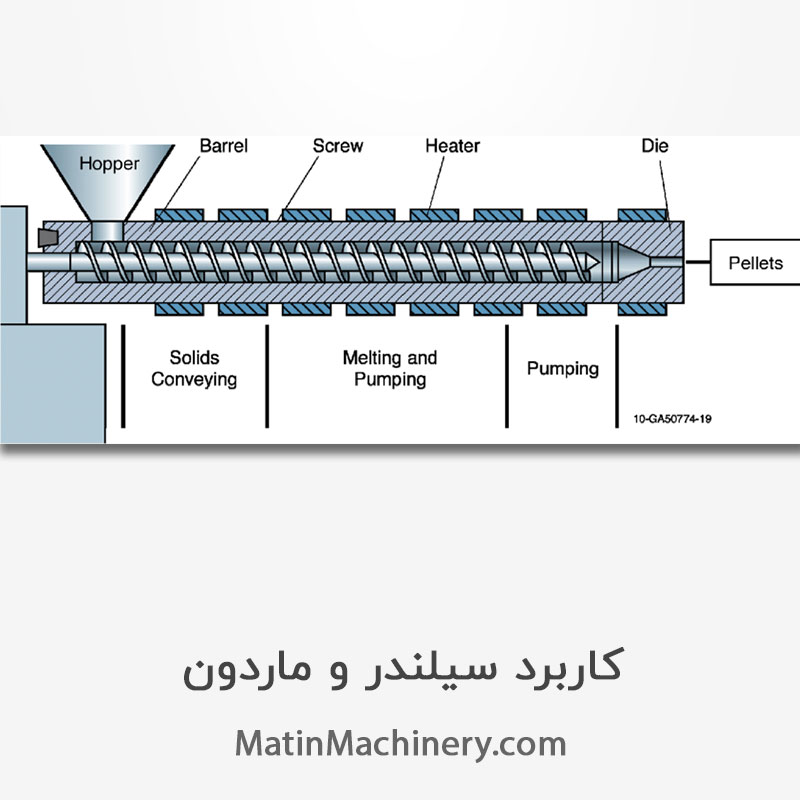
اکسترودر قطعه ای است که در قلب این روش ساخت قرار دارد. اکسترودرها عمدتا از این اجزا تشکیل شده اند:
قیف دستی یا خلا، مواد پلاستیکی خام را نگه می دارد و تغذیه می کند.
یک سیلندر بلند با مکانیزم ماردون (ماردون) مانند که پلاستیک را از داخل بشکه رد می کند.
بخاری های خارجی که به حفظ دمای مطلوب داخل بشکه کمک می کنند.
یک قالب که مشخصات قسمت پلاستیکی تولید شده را تشکیل می دهد.
ساخت پلاستیک
فرآیند اکستروژن پلاستیک زمانی آغاز می شود که ترکیبات و مواد افزودنی پلیمری به صورت گلوله، پوسته، گرانول یا پودر به طور مداوم از طریق یک قیف به داخل اکسترودر وارد می شوند. ماردون یا همان پیچ به تدریج این مواد را در امتداد بشکه به حرکت در می آورد و در این فرآیند، گرمای کافی برای ذوب شدن ترکیبات پلاستیکی تولید می شود. بخاری های خارجی هنگام حرکت پلاستیک ذوب شده از بشکه به حفظ دمای مطلوب کمک می کنند.
وقتی پلاستیک مذاب از بشکه خارج می شود، از طریق قالب منتقل می شود و آن را به محصول مورد نظر ما تبدیل می کند. یک قسمت خنک کننده نیز در انتهای کار به حفظ پروفیل در حالی که پلاستیک تنظیم و سفت می شود، کمک می کند.
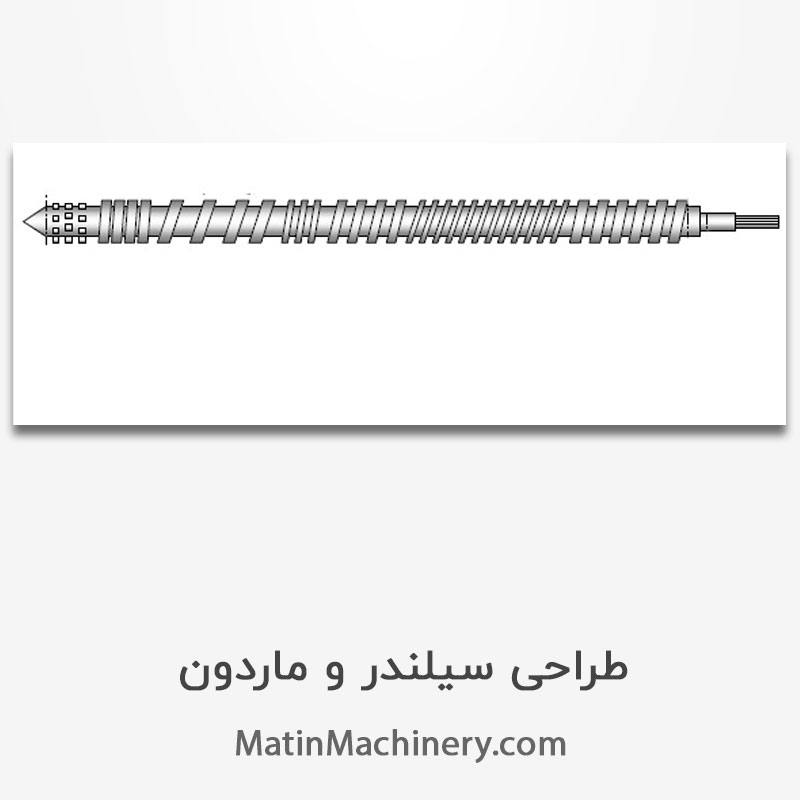
سیلندر مارپیچ و ماردون اکسترودر چیست؟
سیلندر ماردون در انواع ماشین آلات صنعت پلاستیک کاربرد دارد.در واقع سیلندر و ماردون بخش جدایی ناپذیر از ماشین آلات صنعت پلاستیک هستند که این قطعات باعث می شوند روند تولید یکنواخت تر و خروجی بهتری حاصل شود و محصول تولیدی از بهترین کیفیت خود برخوردار شود.

سیلندر و ماردون اکسترودر چیست؟
به طور کلی سیلندر ماردون یعنی مجموعه محفظه و ماردون که به عنوان بدنه و واحد اصلی تولید قطعات پلاستیکی با اشکال مختلف به کار می روند.
در واقع سیلندر ماردون که اصطلاحا امروزه به صورت عامیانه سلندر و ماردون می گویند قطعه ای فولادی با آبکاری های مخصوص و بصورت استوانه ای شکل است که برای همزنی (میکس) و پخت مواد پلیمری در صنعت تولید مواد از آن ها استفاده می شود است.
سیلندر به طور کلی محفظه نگهدارنده ماردون است که وظیفه انتقال حرارات به مواد به عهده این قطعه است. سیلندرها دارای انواع مختلفی هستند و برای مصارف و مواد مختلف از جمله پی وی سی، پلی اتیلن و گرانول سازی از آن ها بستگی به کار ما استفاده می شود. در ادامه ی مطلب و در بخش انواع سیلندر و ماردون ها به طور کامل به توضیح آن ها خواهیم پرداخت.
ماردون ها را می توان جزء اصلی سیلندر به حساب آورد و بر حسب مواد مورد استفاده می توانند: تک ماردون، دو ماردون کونیکال و موازی باشند. ماردون با ایجاد نیرومواد را به جلو انتقال داده و شرایط گرما دادن و ذوب کردن، مخلوط کردن مواد مذاب و رساندن مواد مذاب به هد را فراهم می کند. ماردون جزء اصلی اکسترودر است که می توان به عنوان قلب یک اکسترودر از آن یاد کرد. همانطور که در صورت نزدن ضربان قلب بدن از حرکت می ایستد و منجر به مرگ می شود در یک دستگاه اکسترودر نیز به همین ترتیب است.
به عنوان یک سازنده اکسترودر به شما این پیشنهاد را می دهیم که برای استفاده بهتر و با بهره وری بیشتر از دستگاه اکسترودر خود دست به انتخاب اکسترودر متناسب با دستگاه خود بزنید تا دستگاه شما بدون هیچ مشکل خاصی برای مدت ها کار کند و از کار نیفتد.
ساخت سیلندر ماردون
سیلندر و ماردون در اکثر مواقع از دو و در بعضی از مواقع از چند قسمت تشکیل می شوند که سیلندر و ماردون نسبت به محصول تولیدی و نوع استفاده آن ها در انواع مختلفی ساخته می شوند که هر کدام دارای ویژگی های خاص خود هستند که در ادامه به آن ها خواهیم پرداخت.

ساخت سیلندر ماردون
به طور کلی می توان گفت که طراحی های سیلندر و ماردون رابطه مستقیم با مواد پلیمری مورد استفاده در صنعت بازیافت مواد از طریق اکسترودر ها دارد. برای مثال سیلندر و ماردونی که در خطوط تولید لوله های پلی اتیلن استفاده می شود قطعا با سیلندر و ماردون های خطوط تولیدی PVC دارای تفاوت هایی است.
از لحاظ دسته بندی سیلندر و ماردون را می توان به دسته های زیر تقسیم بندی کرد، که برای هر کدام از آن ها نوع طراحی، نوع جنس سیلندر ماردون، نوع آبکاری سیلندر ماردون و حتی شکل آن ها متفاوت است و دارای ویژگی های خاص خود هستند از این رو به تقسیم بندی آن ها پرداخته اند.
سیلندر ماردون های خط های تولید مستربچ و کامپاند
سیلندر ماردون های خط های تولید تزریق
سیلندر و ماردون های خط های تولید نایلون و نایلکس
سیلندر و ماردون های خط های تولید محصولات بادی
سیلندر و ماردون های خط های تولید لوله های پی وی سی، چوب پلاست و پلی وود
سیلندر و ماردون های خط های تولید گرانول و بازیافت
سیلندر و ماردون های خط های تولید لوله و مخازن پلی اتیلن
در بیان تفاوت های سیلندر ها و ماردون های بالا می توان گفت که ویژگی های کلیدی آن ها متفاوت است به عنوان مثال از نوع طراحی سیلندر و ماردون ها، نوع جنس سیلندر و ماردون، نوع آبکاری سیلندر و ماردون و حتی شکل ظاهری آن ها دارای تفاوت هایی اساسی است.
از نکات مهم در طراحی سیلندر و ماردون طول سیلندر و مارپیچ و یا به اصطلاح دقیق تر نسبت قطر ماردون به طول که به L/D آن معروف است که بستگی به مواد مورد استفاده ما در اکسترودر های برای تولید محصول نهایی دارد و باعث می شود که محصول تولیدی دستگاه ما از کیفیت بالایی برخوردار باشد.
L/D: (طول ماردون یا سیلندر تقسیم بر قطر داخلی سیلندر یا قطر خارجی ماردون) در یک اکسترودر این مقیاس به طور معمول می تواند به صورت ۱ به ۳۰ و یا حتی بیشتر باشد، در حالی که در فرآیند قالب گیری اکستودر تزریقی نسبت ۱ به ۳۰ L/D طبیعی است. در فرآیند تزریق به این دلیل که مارردون هم عمل رفت و هم عمل برگشت را در فرآیند اکستروژن انجام میدهد طول ماردون کاهش یافته است. مقدار کاهش طول ماردون ارتباط مستقیمی با مقدار تزریقی مواد دارد. بنابراین هرچه مقدار تزریق مواد بیشتر باشد، فعالیت ماردون نیز به طبع آن بیشتر خواهد شد.
به این دلیل که بسپاری از مواد ورودی نسبت به اولین گام ماردون به سمت جلو هد منتقل می شوند. طراحی ماردون ها معمولا به صورتی است که دارای تغییراتی اضافی هستند که بتوانند فرآیند مواد رسانی را به بهترین شکل خود انجام دهند تا دستگاه به اصطلاح خشک کار نکند و دچار مشکلات ثانویه نشود.
نسبت طول به قطر بالاتر برای قسمتهای عمیقتر، امکان استفاده از عمق را در یک اکسترودر به ما میدهد که در این صورت سرعت خروجی افزایش می یابد. مشکلی که بعضا در عمیق بودن ناحیه پیمایش ایجاد می شود این است که به ذرات ذوب شده نیز اجازه ورود به این ناحیه را میدهد. و متاسفانه ناحیه پیمایش قادر به حذف این ذرات نیست و این ذرات در نهایت به سمت انتهای جریان حرکت می کند که در بهترین حالت، نوسانات گرانروی تولیدی در قطعه قالبگیری شده را ایجاد میکنند و در بدترین حالت حضور ذرات ذوب نشده در قطعه قالبگیری شده را سبب می شوند.
در قالبگیری تزریقی این روش متداول است که در شرایطی مانند شرایط بالا فشار پشت هد را بالا ببرند، در هنگامیکه محدودیتی مثل افزایش فشار اعمال شود، سرعت جریان کاهش می یابد و دمای ماده مذاب افزایش پیدا می کند که این عمل باعث می شود. پایداری فشار نیز تا حد ممکن کاهش پیدا کند.
برای کاهش سرعت جریان نیز در برابر فشار پشت هد توسط برخی از افراد یک طرح کلی ممکن است فرض شده باشد که از این جریان در ماردون، می شود انرژی بیشتری را برای ذوب مواد به صورت یک نواخت و در حرارت معین فراهم کرد که این مسئله به طور کلی از پایه و اساس نادرست است و این عمل بهتر است که به طور کلی صورت نگیرد.
طراحی ماردون و سلیندر
در صنعت بازیافت به وسیله ی دستگاه های اکسترودر، طراحیهای ماردون به صورت امروزی به ندرت در اویل دهه ۱۹۵۰ مورد استفاده قرار گرفتند. که در فرآیند اکستروژن این طراحی را طراحی تک مرحلهای یا گام مربعی می نامند که اکثرا به آن طراحی بدون هدف نیز می گویند.
طراحی سیلندر و ماردون
ماردون های جدید به این صورت طراحی می شوند که دارای قدرت همزنی بالا و همچنین دارای قدرت پخش رنگدانه، بدون کاهش سرعت و البته بدون افزایش فشار پشت هد هستند قدرت همزنی مواد در سال های اخیر به بسیاری از طراحان ماردون ثابت کرده است که هر بخشی که در انتهای قسمت پیمایش قرار گرفته باشد باعث بهبود عملکرد آن قست از ماردون می شود.
سیلندر ماردون ها را معمولا از جنس فولاد سخت و با آبکاری های کروم سخت، نیتراته، بای متالیک ( ضد سایش ) ساخته می شوند.
اجزای ماردون
اجزای یک ماردون را می توان به طور کلی به چند دسته زیر تقسیم بندی کرد.

اجزاء ماردون
عرض پره:عرض پره به فاصله بین ابتدا و انتهای لبه پره ها با هم گفته می شود.
عرض کانال: به فاصله عمودی که بین پره ها وجود دارد عرض کانال گفته می شود.
درجه لقی: زاویه بین صفحه عمود بر محور پیچ و راستای پره ها را درجه لقی می گویند.
گام پیچ: به فاصله محوری بین دو پره را گام پیچ می گویند.
قطر ماردون: منظور از قطر همان قطر درونی صفر ماردون است.
عمق کانال : به فاصله بین سطح ماردون و سطح داخلی سیلندرعمق کانال می گویند که باعث ایجاد یک جریان برگشتی می شود و به مخلوط شدن مواد اکسترودر با یکدیگر کمک می کند. اگر گرما در این منطقه زیاد شود باعث داغ شدن و یا سوختن پلیمر خواهد شد.
اگر بخواهیم که به طور کلی سیلندر و ماردون ها را دسته بندی کنیم به طراحی به دو صورت تک ماردون و دو ماردون و به صورت استوانه ای یا مخروطی خواهیم رسید.
گشتاور
در صنعت اکستروژن در واقع همه ماشین ها با یک آمپرسنج تجهیز شدهاند که به طور مستقیم گشتاور دستگاه را نشان میدهد. اگر اپراتور دستگاه قصد تنظیم کردن گرم کن سیلندر را داشته باشد، خواندن گشتاور می تواند تا حد زیادی به او کمک کند. زیرا که اپراتور به وسیله آن نقطه اوج در منحنی ضریب اصطکاک را به دست می آورد و این عمل باعث خواهد شد که در هر دو طرف نقطه ی اوج ضریب اصطکاک کاهش پیدا کند و به طبع آن توانایی ماردون برای توسعه و انتقال فشار نیز کمتر خواهد شد.
افزایش ضریب اصطکاک، گشتاور و بازدهی ماردون (pph/rpm) را افزایش خواهد داد که منجر به کار کردن با دما های کمتری از دمای مذاب نیز می شود . برای مشخص کردن نقطهی اوج این منحنی،به صورت کلی باید یک روال دمایی ثابت را انتخاب کرد و به طبع آن به ماشین اجازه داد تا در دما های محیط و بدون سرد کردن کار کند، در این حالت باید دماهای نواحی را ۵ درجه کمتر از دماهای واقعی در نظر گرفت.
افزایش درجه نشان دهنده تغییر آمپراژ یا فشار در اکسترودر است. اگر فشار افزایش پیدا کند این عمل را ادامه دهید و اگر کاهش پیدا کرد این عمل را متوقف و دماها را در حال خواندن فشار افزایش مب دهیم. با کاهش آمپراژ باید دستگاه را متوقف کرده و تنظیماتی را انتخاب کنیم که منجر به بالاترین فشار می شود.
در قالبگیری تزریقی گشتاور را میتوان از طریق فشار هیدرولیکی اعمالی روی ماردون بررسی کرد. با پیدا کردن فشار صحیح گشتاور امکان تعیین کارایی به اپراتور داده می شود که باعث بالا بردن بهره وری دستگاه های اکسترودر می شود. لازم به ذکر است که انرژی استفاده شده توسط موتور محرک مارپیچ حداقل ۷۰ درصد کل انرژی است که توسط یک ماشین قالبگیری تزریقی استفاده می شود است بنابراین انتخاب ماردونی با کارایی مناسب باعث صرفه جویی قابل توجهی در فرآیند قالبگیری تزریقی می شود.
فشار
در اکستروژن فشار هد با دقت خوبی توسط یک انتقال دهنده فشار در پایین دست جریان، پایش یا به اصطلاح منتقل می شود. در فرآیند قالبگیری که به صورت تزریقی صورت می پذیرد شامل فشار پشت هداست، این همان فشاری است که به فشار هیدرولیکی معروف شده است که در سیلندر تزریق و خوانده می شود. نسبت سیلندر تزریق یا سیلندرها به قطر داخلی پوسته اکسترودر معمولا ۱۰ به ۱ است.
بنابراین دقت در این حالت ۱۰ برابر کمتر از انتقال دهندهای است که در پایین دست جریان قرار دارد. معمولا نوسانات فشار پشت هد در فرآیند قالب گیری تزریقی در دسترس نیست.
متاسفانه در برخی از فرآیند های تزریق بی دقتی های خواسته یا نا خواسته صورت می گیرد. به این دلیل که اندازه نامناسب شیرهای یک طرفه در فشارهای پایین به خوبی عمل کنترل را انجام نمی دهند و این عمل باعث پایین آمدن دقت در فرآیند مذکور می شود که در اینصورت بهتر است که قبل از شروع به کار اپراتور دستگاه حتما وی را از این ناحیه با خبر کرده و تذکرات لازم را در مورد کنترل فرآیند به او بدهیم.
نوسانات فشار در فرآیند اکستروژن یکی از متغیرهای طبیعی در ماردون است که در آن به صورت معمول و یا غیر معمول اتفاق می افتد. این نوسانات کارایی ماردون و همچنین کیفیت و نوسانات محصول نهایی را تعیین میکنند پس برای بالا رفتن محصولات تولیدی باید تا حد ممکن از نوسانات حاصل از آن جلوگیری کنیم ممکن است در صورت بی دقتی به طور کلی یا بخشی از محصولات تولیدی ما با کیفیت پایین تولید شود مانند کدری رنگ، تیرگی، تو رفتگی بیش از حد و برآمدگی بیش از حد محصول.
در قالب گیری تزریقی فشار در مرحله بازگشت امکان تعیین کارایی ماردون را میدهد. در تزریق معمولا زمان بازگشت نسبت به دیگر متغییرهای ماشین تغییر بیشتری میکند. زمان بازگشت و تغییرات به طور معمول تنها نشانه موجود برای بررسی کارایی ماردون در ماشینهای تزریق است. تقریبا در همهی شرکت های تولید ماشین های تزریق، زمانهای آسودگی (که باعث افزایش زمانهای چرخهی تولید میشوند) در نظر گرفته نمیشوند.
با طراحی مناسب ماردون، میتوان محدودیت های زمان استراحت دستگاه را را حذف کرد و کیفیت محصول را بهبود بخشید. بعضی از تولید کننده های ماشین های تزریق با افزایش rpm زمان های استراحت دستگاه را کاهش داده اند که در صورت عدم طراحی مناسب ماردون می تواند منجر به حرارت برشی بالا و کیفیت پایین محصول شود. اما بر عکس، دما بالا با طراحی مناسب ماردون، rpm بالا میتواند یک مزیت محسوب شود.
دما
در فرآیند اکستروژن دمای مذاب را در پایین دست ماردون بدست میآورند. محل مناسب برای بدست آوردن دما در انتهای خروجی رابط است که صحیح ترین حالت برای ترموکوپل حالت فرو رفته در خط مرکزی جریان مذاب است . حالت مناسب دیگر حالت تماس محدود است. با دوام ترین نوع نیز یک نوع سطحی است که البته کمترین میزان صحت و سلامت را دارا است. تغییرات دما به راحتی از طریق دماسنج دیجیتالی قابل مشاهده و یا قابل ثبت روی ماشین های مجهز به ریزپردازنده است.
در قالبگیری تزریقی، به دست آوردن دمای ماده خروجی از اکسترودر معمولا امکانپذیر نیست. درستی در بازخوانی دما در اکسترودرها راحت تر از ماشین های قالبگیری تزریقی بدست می آید. اگر قصد بررسی دما در ماشینهای قالب گیری تزریقی به مانند اکسترودر ها را داشته باشیم، میبایست خروجی ماردون را هنگام به عقب رفتن آن به دست آورد که بدیهی است این کار بسیار مشکلی است.
با این حال این نوع از به دست آوردن دما، به خوبی تغییرات دما را در حین بازگشت توصیف نمی کند و فقط یک معیار خوب از دمای ماده ی اکسترود شده در حین تزریق است. حداقل فایده این حالت بدست آوردن نقطه ی مناسبی است که کاربر یا مهندس فرآیند میتواند داده ها آن را ثبت کرده و به آن ارجاع کند و در صورت ایجاد تغییرات بزرگ یا دماهای اضافی مخرب برای بسپار، آن را بهبود دهد. در حال حاضر برای قطعات قالب گیری شده تعیین دما های ماده اکسترود شده بدون وقفه در چرخه ماشین غیر ممکن است.
انواع سیلندر ماردون

انواع سیلندر ماردون
سیلندر و ماردون تک ماردون
سیلندر و ماردون های دو ماردون کونیکال مخالف گرد.
سیلندر و ماردون های دو ماردون موازی همسوگرد.
اجزای سیلندر و ماردون
سیلندر و ماردون سه قسمت مجزا دارد :
ناحیه تغذیه که به ناحیه Feed Zoneمعروف است.
ناحیه تراکم و فشردگی که به ناحیه Compression Zone معروف است.
ناحیه اندازه گیری و سنجش که به ناحیه Metering Zoneمعروف است.
کاربرد سیلندر ماردون
سیلندر و ماردون ها به طور کلی دو بخش تک محور و دو محور تقسیم میشود که امروزه سیلندر و ماردون تک محور موارد مصرف بیشتری نسبت به سیلندر و ماردون های دو محور دارد. کخه یکی از دلایل آن می توان به استفاده بیشتر مواد تولیدی سیلندر و ماردون تک محور اشاره کرد.
کاربرد سیلندر و ماردون
که از جمله کارایی های آن می توان به تولید گرانول از مواد نو، تولید گرانول از مواد بازیافتی، تولید محصولاتی همچون فیلم نایلون، نایلکس، سفره، کیسه فریزر، انواع ورقه ها، لوله ها، پروفیل ها، پلی اتیلن و پلی پروپیلن اشاره نمود.
و همچنین از سیلندر و ماردون های دو محور نیز عمدتا در صنایع PVC و UPVC استفاده می شود.
ویژگی مهمی که در تمامی پلیمرها و به ویژه پلاستیک ها مشترک است سهولت در شکل پذیری آن ها است یعنی به راحتی می توانند شکل جدیدی را به خود بگیرند. در بعضی از مواقع قطعات نیمه کاملی نظیر ورقه ها یا میله های تولید شده با استفاده از روش های متداول ساخت، مانند جوشکاری به قطعه نهایی تبدیل می شوند.اما باید به این نکته نیز توجه داشت که در بسیاری از مواقع، قطعه نهایی، با اینکه از از شکلی کاملاً پیچیده بر خوردار است، طی یک مرحله تولید شده و قابل استفاده قرار می گیرد.
عملیات حرارت دادن، شکل دادن و خنک کردن مواد ممکن است پشت سرهم و بدون وقفه صورت پذیرد و یا حتی ممکن است طی مراحلی ناپیوسته، زمان گیر و یا تکرار انجام شود که بسته به نوع محصول تولیدی دارای تفاوت است ما این نکته حائزه اهمیت است بدانید که در اکثر موارد این فرآیند به صورت خودکار انجام شده و برای تولید انبوه محصولات اکسترودر مناسب است.
اگر شرکت شما به دنبال روشی است که با کمترین زمان ممکن به بیشترین بازدهی برسد ما به شما تولید کنندگان گرامی تولید محصولاتی را پیشنهاد می دهیم که به روش اول صورت می گیرند و برای تولید کارخانه ی شما متناسب خواهند بود مانند تولید لوله های PVC به روش اکسترژن.
البته خوب است بدانید که طیف وسیعی از روشهای شکل دهی برای پلاستیک ها و پلیمرها کاربرد دارند. در بسیاری از حالات انتخاب روش اکستروژن به چگونگی شکل نهایی قطعه و گرما نرم یا گرما سخت بودن ماردون های ما بستگی دارد . پس برای طراحی ماردون آگاهی طراح از انواع روش های شکل دهی دارای اهمیت بالایی است.
اشکال کوچک و نامناسب ماردون یا مسائل جزئی کار طراحی ممکن است مشکلاتی را در فرآیند اکستروژن برای شما تولیید کنندگان گرامی به وجود بیاورد از این رو بهتر است که محدودیت هایی را در انتخاب روش قالب گیری ماردون برای طراح ماردون ایجاد کنید.
دسته بندی اکسترودر های متداول این دسته بندی شامل گونه های زیر می شود:
زودتر مواد گیری کند، یعنی سیکل دستگاه را کوتاه تر نموده و منجر به تولید بیشتر شود.
اختلاط رنگی را بهتر انجام داده و موادی یک دست تحویل دهد.
زنجیره های پلیمر را برش نداده و کوتاه نکند و در نتیجه استحکام محصولی که تولید می کند بالاتر خواهد بود.
سطح ماردون آن از پرداخت فوقالعاده صاف برخوردار است تا مواد به آن نچسبد و روانتر و سریعتر پیش برود.
دارای انتهای ماردون مخلوط کننده باشد تا با جلوگیری از ورود اشیای فلزی و مواد ساینده و خورنده خارجی به داخل سیلندر کیفیت مواد مذاب را بهبود بخشد. فقط کافی است از ورود اشیای فلزی و مواد ساینده و خورنده خارجی به داخل سیلندر جلوگیری نمایید.
نکاتی که باید در هنگام خرید سیلندر و ماردون دست دوم به آن توجه کرد
از جمله نکاتی که در هنگام خرید یک سیلندر ماردون باید حتما مورد توجه قرار بگیرد، نوع آبکاری سیلندر و ماردون ها است و بخصوص قسمت ماردون آن باید از آبکاری مناسبی برخوردار باشد. معمولا با نگاه کردن به آن متوجه این قسمت خواهید شد باید در هنگام خرید مطمئن شوید که با توجه به دسته دوم بودن آن هنوز دارای آبکاری مناسب است یا خیر؟
نکته بعدی طول سیلندر و ماردون و یا به اصطلاح نسبت قطر ماردون به طول L/D مواد است که در بالا به صورت کامل به آن توضیح داده شده است که بستگی به موادی که مورد استفاده قرار می گیرد باید به این قسمت توجه ویژه ای داشت که آیا برای کارایی که ما از این قطعه برای تولید محصولات خود از دستگاه نیاز داریم مناسب است یا خیر؟
جنس سیلندر و ماردون ها معمولا از جنس فولاد است با توجه به کار کرد آن باید دقت داشت که این قطعه دچار زنگ زدگی شده است یاخیر در صورت زنگ زدگی باید اقداماتی برای جلوگیری از زنگ زدن بیشتر این قطعه را گرفت و همچنین باید با مشاورانی در این زمینه مشورت کرد تا مطمئن شد که قطعه به پایان عمر خود رسیده است یا خیر؟

جوش تراش ماردون
یک تکنسین جوشکاری می تواند به گونه ای عمل جوشکاری را انجام دهد که قسمت های آسیب دیده پس از استفاده از ماده ای مشابه مواد سیلندر، برای جلوگیری از جداسازی، جوش داده و پرداخت شود که فقط به صورت لکه هایی روی آن باقی بماند و شکل اساسی خود را از دست ندهد.

جوش تراش ماردون
شکل لکه های ترمیم شده با استفاده از گالوانیک فلزات گران بها (مانند نیکل، کروم، مس و غیره) و استفاده از دستگاه های اندازه گیری دقیق، بازیابی می شود. ثبات ابعادی نیز بازیابی می شود. نتیجه آن برای چشم مسلط می تواند تا حدودی پنهان باشد و با دقت بالا معلوم شود.
تعمیر سیلندرهای آسیب دیده نیاز به سال ها تجربه اندوزی دارد و کاری با دقت بالا مورد نیاز است و بسیار مهم است که به صورت حرفه ای و انجام شود تا هزینه ی تعمیر آن برای تولید کنندگان مقرون به صرفه باشد. تعمیرات غیرحرفه ای می تواند نتایج فاجعه باری داشته باشد، از این رو شما نیاز به کیفیت و بهره وری در تعمیرات مارپیچ دارید.
در صورتی که به صورت غیر حرفه ای و خود سرانه دست به سیلندر و ماردون به صورت جوشکاری خود سرانه را بزنید ممکن است قطعه کارایی خود را از دست داده و نتواند انتظارات ما را بر آورده کند بعلاوه اینکه عده ای احساس می کنند با جوش دادان معمولی می توان ماردون را سرپا نگه داشت ولی همین عمل امکان دارد که طول عمر قطعه پایین بیاید و هزینه دوبرابری را برای تولید کننده به وجود بیاورد.
سیلندرها مهمترین قسمت های دستگاه هستند. بیشترین و بهترین کاری که یک شرکت حرفه ای می تواند در قبال دستگاه های خود انجام دهد صرف هزینه هایی برای نگهداری از دستگاه های خود نسبت به تعمیر آن ها است زیرا این عمل باعث صرفه جویی در هزینه های شرکت و هزینه های اضافی تعمیر است.
خدمات تعمیری که می توان در صورت خرابی جوش تراش ماردون و سیلندر ها و ماردون های یک اکسترودر انجام داد به صورت های زیر است:
تعمیر یاتاقانهای سیلندر شکسته، تعمیر سیلندرهای پتو و لاستیکی، تعمیر سیلندرهای چاپی، تعمیر غلتک جوهر نوسانی، تعمیر غلتک های تقویم، تعمیر چرخ دنده، تعمیر سیلندرهای بالابر، تعمیر میله های پیستون، تعمیر همه غلتک و سیلندر دقیق، تعمیر غلطک و سیلندرهای روکش شده با پلاسما، تعمیر سیلندرها با پوشش درشت، تعمیر غلتک با روکش، تعمیرات مارپیچ و پرداخت رول، تعمیر بشکه، ترمیم سطوح و ترک های لب های مرگ و میر، تعمیر آداپتورها، ترمیم پیچ های ماردون
منبع: google search

























































